اغلب اوقات کیفیت پرینتر سه بعدی FDM برای مدلهایی با ساختارهای پیچیده و نازک راضی کننده نیست و این امر شما را کلافه خواهد کرد.
معمولا چاپگرها، سایز نازل محدودی دارند و وقتی می خواهید یک مدل سه بعدی با پهنای دیواره حداکثر ۵۰ درصد یا ۱۵۰ درصدی از قطر نازل را پرینت بگیرید باید تنظیمات خاصی را مدنظر داشته باشید.
خوشبختانه نرم افزارهای اسلایسینگ مطرح، برای این چالش، امکانات خاصی را در نظر گرفته اند. در این مقاله قصد داریم ویژگیهای کاربردی نرم افزار Simplify3D برای چاپ بهینه حجمهای هندسی پیچیده و ظریف را به شما آموزش دهیم.
اولین نکته را فراموش نکنید؛ حتی مدلهای سه بعدی بزرگ با بخشهای ظریف، چالشی برای پرینتر سه بعدی شما هستند. برای مثال، ممکن است بخش بزرگی از مدل دارای دیواره نازکی باشد یا قسمتهایی به گوشه هایی پیچ خورده و نامتعارف منتهی شود که باعث خروجی اکسترودر بسیار نازکی خواهد شد (فرضا لبه های یک توربین را در نظر بگیرید).
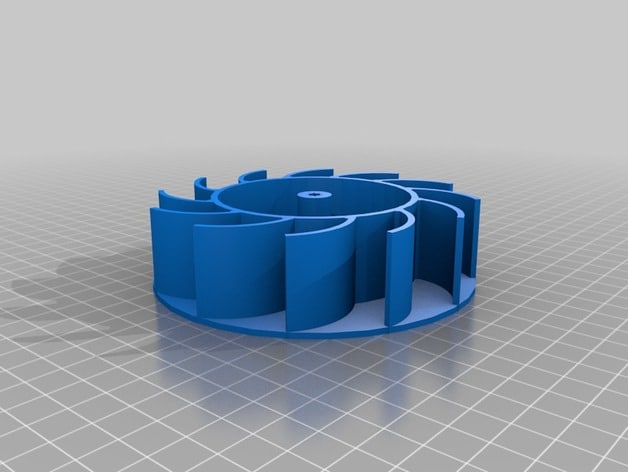
بنابراین بی توجهی به فرم هندسی مدلی که می خواهید چاپ کنید را کنار گذاشته و یاد بگیرید چطور بهترین تنظیمات را برای چنین حجمهایی فعال کنید. در این آموزش از مدل سه بعدی توربین آبی استفاده میکنیم. این مدل چالشی برای چاپگر شماست چون دارای لبه های نازک و پره های ظریف پیچ خورده ایست که به یک محور ظریف در مرکزش متصل میشود.
برای درک بهتر این آموزش، ویژگیهای ظریف این توربین را به دو دسته تقسیم بندی میکنیم: بخش خارجی – بخش داخلی
دیواره های نازک خارجی شامل بخشهای ظریفی هستند که از بیرون قابل مشاهده هستند؛ برای مثال، اگر قطر نازل ۰٫۴ میلیمتر و دیواره بیرونی تنها ۰٫۲ میلیمتر ضخامت داشته باشد، آنرا بخش نازک خارجی می نامیم.
دیواره نازک داخلی شامل قسمتهای تهی یا شکافها در داخل بافت مدل سه بعدی شماست؛ فرضا اگر یک دیواره داخلی با نازکی ۰٫۱ میلیمتری را با نازل شماره ۰٫۴ پرینت کنید، احتمالا یک شکاف نازک از هر طرف محیط پیرامون دیواره داخلی خواهید داشت.
توضیحات فوق به طور کامل در این آموزش بررسی میشوند و ما بهترین تنظیمات برای این موارد را در نرم افزار سیمپلیفای آموزش میدهیم.
۱- نحوه تنظیمات بهینه دیواره نازک در چاپ سه بعدی:
پس از دانلود فایل مدل سه بعدی از لینک پاراگراف چهارم، آنرا در Simplify3D ایمپورت کنید. متوجه میشوید که این مدل دارای تیغه هایی بسیار ظریف با ضخامت ۰٫۳۵ میلیمتری است. اگر روی دکمه Edit Process Settings کلیک کنید، تنظیمات پیش فرض شامل نازل با قطر ۰٫۴ میلیمتر است؛
بدین معنی که قطر تیغه ها بسیار نازکتر از قطر نازل خواهد بود و وقتی روی گزینه Prepare to Print کلیک کنید در کمال شگفتی مشاهده خواهید کرد که این بخش از پیش نمایش چاپ حذف شده است! چرا؟ چون به صورت پیش فرض، نرم افزار سیمپلیفای از چاپ دیواره هایی بسیار نازکتر از پهنای نازل جلوگیری میکند. با این حال وحشت نکنید، چون نرم افزار simplify3D، کنترل کامل و پیشرفته ای را در این موارد برایتان مهیا کرده است.
برای رفع مشکل حذف تیغه ها در پیش نمایش چاپ، مسیر زیر را بروید:
در پنل Edit Process Settings روی تب Advanced کلیک کنید. در اینجا قسمتی با عنوان Thin Wall Behavior را خواهید دید:
External Thin Wall Type:
- در حالت پیش فرض به صورت Perimeters only تنظیم شده است؛ یعنی نرم افزار برای پرینت سه بعدی دیواره های بیرونی، حالت پیرامونی را در نظر میگیرد. برای چاپ مدلهایی با اندازه و فرم معمولی که می خواهید یکپارچگی ساختار آن حفظ شود، این حالت مناسب است. اما برای دیواره های نازک مثل مدل توربین این آموزش این حالت اصلا کارساز نیست.
- Allow single extrusion walls: با تنظیم این بخش برای مدل فعلی توربین که دیواره های بسیار نازک و پیچ خورده ای دارد، چه اتفاقی می افتد؟ این ویژگی به نرم افزار سیمپلیفای دستور میدهد تا وقتی با دیواره های نازک مواجه شد (در حالت پیش فرض این قسمت با نازل قابل چاپ نیست)، ضریب اکستروژن (جریان فیلامنت) متفاوت و جداگانه ای از سایر قسمتها تنظیم گردد.
نکته: ردیف Internal Thin Wall Type را در ادامه مقاله در جایگاه خودش توضیح میدهیم. فعلا آنرا بدون تغییر رها کنید.
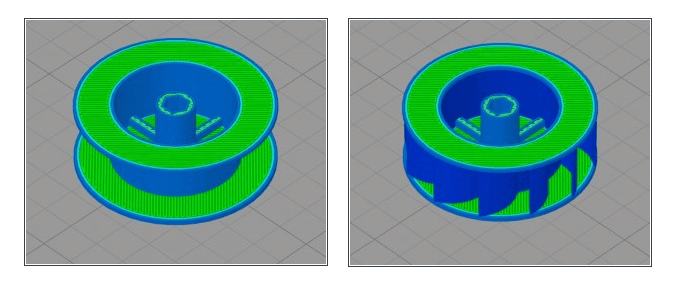
Allow single extrusion walls را منظور کرده و ok کنید. حالا بخش Prepare to Print را باز کنید، می بینید که پره های نازک پیچ در پیچ توربین که قبلا نمایش نمی یافتند، حالا کامل قابل مشاهده و بررسی هستند.
اگر رنگ دکمه کشویی coloring را به حالت Feature Type ببرید، این پره ها در حالت آبی پررنگ نمایش می یابد. معنی اش چیست؟ اشاره به این مورد است که این پره ها با اکستروژن مجزای بخش خارجی چاپ خواهند شد؛ پس نرم افزار، کدهای دستوری لازم برای میزان تزریق فیلامنت مذاب با توجه به ساختار نازک و پیچیده این بخش را به پرینتر در زمان مناسب می فرستد.
بیشتر بخوانید: ۶ راه ایمن برای جدا کردن پرینت سه بعدی از بستر چاپ
نکته: نرم افزار Simplify3D حتی توانایی تغییر ضخامت این اکستروژنها را فراهم کرده است که شما را قادر میکند فرمهای هندسی متنوع را با section های متفاوت داشته باشید. برای مثال اگر همین تیغه ها از ۰٫۳۵ میلیمتر به ۰٫۲۵ میلیمتر کاهش یابد، نرم افزار سازگاری های لازم را دوباره ایجاد خواهد کرد. بنابراین ویژگیهای کاربردی single extrusion سرعت تنظیمات و راحتی چاپ بهتری اعطا کرده است.
۲- تنظیمات دیواره نازک داخلی در چاپ سه بعدی:
اکنون به بررسی بخشهای داخلی همین مدل سه بعدی توربین می پردازیم. به سمت بالای مدل zoom کنید؛ در عکس زیر می بینید که محور مرکزی از طریق ۴ تیغه افقی، پره ها را در بر گرفته است. پهنای این ۴ تیغه به میزان ۱٫۴ میلیمتر است. پس چاپ با پهنای اکستروژن ۰٫۴ میلیمتری یعنی در طول هر تیغه میزان محیط پیرامونی (perimeter) 0.4 میلیمتر با یک شکاف (gap) بین محیط پیرامون.
حالا دکمه Prepare to Print را فشار دهید تا به پیش نمایش مدل برسید؛ مشاهده میشود نرم افزار از خاصیتی بنام gap fill برای پر کردن فضای خالی محیط پیرامون ۴ تیغه استفاده کرده است. در واقع gap fill شبیه مبحث infill (ضریب پرشوندگی) در بخش داخلی مدل سه بعدی می باشد.
در این قسمت اکسترودر چاپگر سه بعدی در الگوی حرکتی back-and-forth، هر خط از فیلامنت را اکسترود میکند تا دو محیط پیرامونی تیغه متصل شوند. این حالت چون ساختار اتصالی بین محیط پیرامونی می سازد، مزیت دارد ولی در این مدل راه بهتری به جای حالت فعلی پیشنهاد میکنیم طوری که اکستروژن در حرکتی کمتر و تمیزتر (الگوی حرکتی single movement) این فضا را تکمیل کند:
دوباره به پنل Edit Process Settings و تب Advanced برگردید. بخش Thin Wall Behavior را بررسی کنید؛ ردیفی کشویی با عنوان Internal Thin Wall Type وجود دارد که سه حالت می پذیرد:
- Allow gap fill: حالت پیش فرض انتخابی نرم افزار سیمپلیفای که خلاء بین دیواره داخلی را با حرکت back-and-forth تکمیل میکند.
- Allow single extrusion fill: روشی تناوبی برای پر کردن خلاء بین یک محیط پیرامونی با الگوی حرکتی single extrusion؛ چیزی شبیه تنظیماتی که برای پره های نازک و پیچ خورده بیرونی در اول مقاله انجام دادیم.
- Allow gap fill: از نام آن کاملا مشخص است؛ یعنی هنگام چاپ این خلاء لحاظ شده و فرضا با ساپورت گذاری از خطاهای احتمالی جلوگیری شود. در مدل سه بعدی توربین اصلا این حالت مناسب نیست.
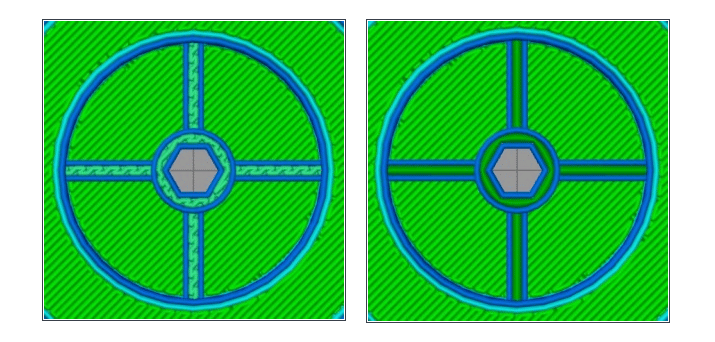
بهترین گزینه برای مدل سه بعدی توربین (بخش نازک داخلی)، حالت Allow single extrusion fill است؛ پس آنرا انتخاب و ok کرده، به محیط پیش نمایش چاپ وارد شوید (Prepare to Print). مشاهده میکنید که خلاء ۰٫۶ میلیمتری بین محیط پیرامونی محورهای افقی با الگوی single extrusion و در سطح تمیزتری تکمیل شده است.
در بخش پیش نمایش، coloring mode را روی Feature Type ببرید، متوجه میشوید که رنگ اکسترود فیلامنت در ناحیه خلاء به رنگ سبز تیره است. چه معنی می دهد؟ یعنی قبل از اینکه نازل پرینتر سه بعدی، پرکردن خلاء ۰٫۶ میلیمتری محورهای افقی را شروع کند، ضریب اکسترود فیلامنت را در بهترین حالت با کمترین حرکت اضافه که موجب کاهش کیفیت چاپ شود، تنظیم خواهد کرد (single extrusion به جای الگوی back-and-forth).
مزیتهای این روش چیست؟ کاهش نسبی زمان چاپ و سطح صیقلی تر و باکیفیت تر.
نکته: اگر به محور مرکزی این توربین در بخش پیش نمایش چاپ نگاه کنید (در حالت Feature Type )، متوجه میشوید که رنگ سبز تیره آنجا هم ادامه یافته است. پس single extrusion در واقع در یک حلقه پرینت مداوم (single continuous loop) می تواند پهنای اکسترود داینامیک و متنوع و سازگار با خلاءهای هر قسمت را تکمیل کند. این حالت برای مدلهای پیچیده هندسی، سازگاری بالاتری را برایتان ارمغان می آورد.
تنظیمات بخش Single Extrusion Settings نرم افزار simplify3D:
دو بخش داخلی و خارجی را توضیح دادیم، اکنون زمان یادگیری تنظیمات پیشرفته تر مرتبط با مبحث «سینگل اکستروژن» فرا می رسد. به تب Advanced برگردید؛ زیر باکس Thin Wall Behavior بخش Single Extrusions قابل مشاهده است. ۴ کمیت قابل تنظیم به شرح زیر میبینید:
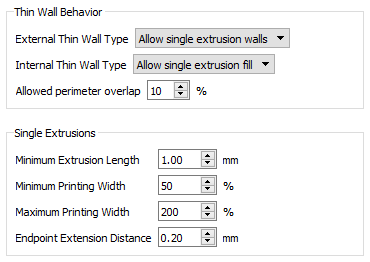
- Allowed perimeter overlap: مربوط به بخش thin wall Behavior و برای سنجش ترجیحات مرتبط بخش پیرامونی (perimeters) با single extrusion. یعنی اگر دیواره آنقدر نازک شود که از میزان عددی این قسمت هم پوشی (overlap) کند، کدهای دستوری single extrusions لحاظ خواهند شد. پس هر چه عدد بالاتری وارد کنید، محیط پیرامونی بیشتری ساخته و هر چه درصد کمتری وارد شود، single extrusions بیشتری خواهید ساخت.
- Minimum Extrusion Length: بیانگر فاصله بوده و اگر single extrusion کمتر از مقدار عددی این کمیت باشد، پرینت نخواهد شد. این قسمت برای بخشهای نه چندان ضروری در یک مدل جهت جلوگیری از حرکات اضافه اکسترودر و کاهش زمان چاپ کاربرد خوبی خواهد داشت.
- Minimum Printing Width: ممکن است پرینتر سه بعدی شما در اکسترود فیلامنت خیلی کم یا خیلی زیاد مشکل آفرین باشد، پس با تنظیم این بخش، میزان پهنای «سینگل اکستروژن» را هنگام چاپ محدود میکنید. فرضا نازل ۴ و پهنای حداقل ۵۰ درصدی اکستروژن، بدین معنی است که همه single extrusions های چاپ حداقل ۰٫۲ میلیمتر پهنا خواهند داشت.
- Maximum Printing Width: همین الگوی توضیحی قبلی برای حداکثر پهنای اکسترود نیز به کار میرود.
- Endpoint Extension Distances: وقتی در حالت «سینگل اکستروژن» پرینت میگیرید، بسیار مهم است که مطمئن باشید نقاط آغاز و پایان در بهترین حالت به قاعده مدل اتصال دارند. فرضا اگر انتهای درونی تیغه های توربین مدل سه بعدی این آموزش به لبه دور خورده قاب به سختی بچسبد، چون هنگام طراحی سه بعدی تنها یک نقطه اتصال تعریف شده باشد.
در واقع Endpoint Extension Distance فاصله «سینگل اکستروژنها» را با توجه به هر دو سمت، بیشتر میکند. این وضعیت موجب افزایش هم پوشانی یا overlap در بخشهای پایه ای مدل و به طبع افزایش اتصال خواهد شد.
نکته: مطمئنا اگر برای بار اول این تنظیمات را برای یک مدل منظور کنید، ممکن است دچار اشتباه شوید. پس با یک مدل پیچیده ولی کوچک شروع کرده و تمامی حالات را با توجه به فرم هندسی مدل امتحان نمایید تا به خوبی به تنظیمات این بخشها تسلط پیدا کنید.