در این مشکل اکسترودر نازل پرینتر سه بعدی آنطور که باید (از نظر سرعت و فشار) قادر به تزریق فیلامنت نیست. علائم خطای Under-extrusion به صورت گم شدن لایه ها، نازک شدن لایه ها، مشبک شدن لایه ها و شکاف لایه پرینت سه بعدی بروز می کند.
بصورت پیش فرض در نرم افزار Simplify3D تنظیماتی تدوین شده که مشخص می کند پرینتر سه بعدی چه مقدار پلاستیک را باید اکسترود کند. با این وجود، به دلیل این که چاپگر سه بعدی اطلاعاتی در مورد مقدار پلاستیک خروجی از نازل به ما ارائه نمی دهد، ممکن است پلاستیکی که از نازل خارج می شود کمتر از مقداری باشد که نرم افزار تعیین کرده است. به این مشکل اصطلاحا «under-extrusion» یا «کمبود اکستروژن» می گویند.
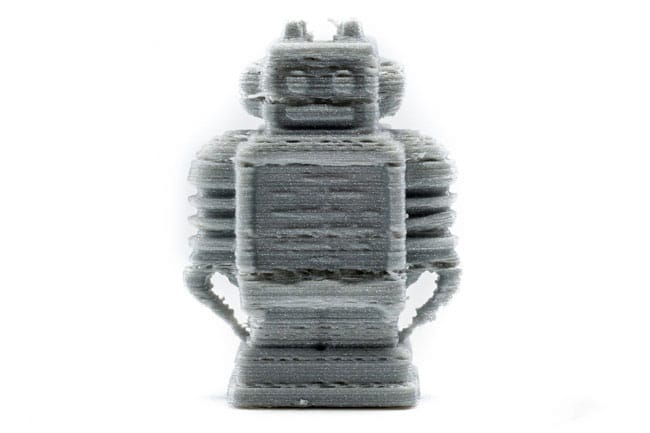
اگر این اتفاق رخ دهد، شما متوجه وجود شکاف ها و درزهایی بین لایه های مجاور خواهید شد. بهترین راه برای مطمئن شدن از اکسترود کافی پرینتر سه بعدی این است که یک مکعب ۲۰ میلیمتری را که حداقل سه خط پیرامونی داشته باشد پرینت کنید:
| Calibration Cubes (مکعب تست کالیبراسیون محورها) – Calibration Cat (کالی کت یا گربه کالیبراسیون): یکی از معروفترین مدلها برای بررسی تمامی فاکتورهای پرینت – Printer Shootout Models: مجموعه ای از مدلهای سه بعدی در حجمهای هندسی متفاوت |
در بالای مکعب، بررسی کنید که آیا ۳ خط پیرامونی کاملا به هم چسبیده اند یا خیر. اگر بین این خطوط شکاف وجود دارد یعنی شما دچار کمبود اکستروژن هستید. اما اگر هر سه خط به هم چسبیده اند و شکافی وجود ندارد، پس مشکل کمبود اکستروژن ندارید. ایراد کمبود اکستروژن می تواند به چند دلیل رخ دهد که ما در زیر به صورت خلاصه به آنها خواهیم پرداخت.
علتهای زیادی باعث خطای اکسترودر پرینتر سه بعدی از نظر مکش میشوند:
-
قطر نامناسب فیلامنت
یک علت قطر فیلامنت استفاده شده است که با اندازه ای که در نرم افزار Slicing تنظیم شده همخوانی ندارد. همچنین تنظیمات غلط در نرم افزار اسلایسر هم باعث میگردد میزان تزریق متریال به اکسترودر کاهش می یابد.

اولین چیزی که باید از آن مطمئن شوید این است که ببینید آیا نرم افزار diameter یا همان قطر فیلامنت مصرفی شما را میشناسد یا خیر. این تنظیم را می توانید در بخش «Edit Process Setting» و تب «Other» پیدا کنید (اسلایسر Simplify3D).
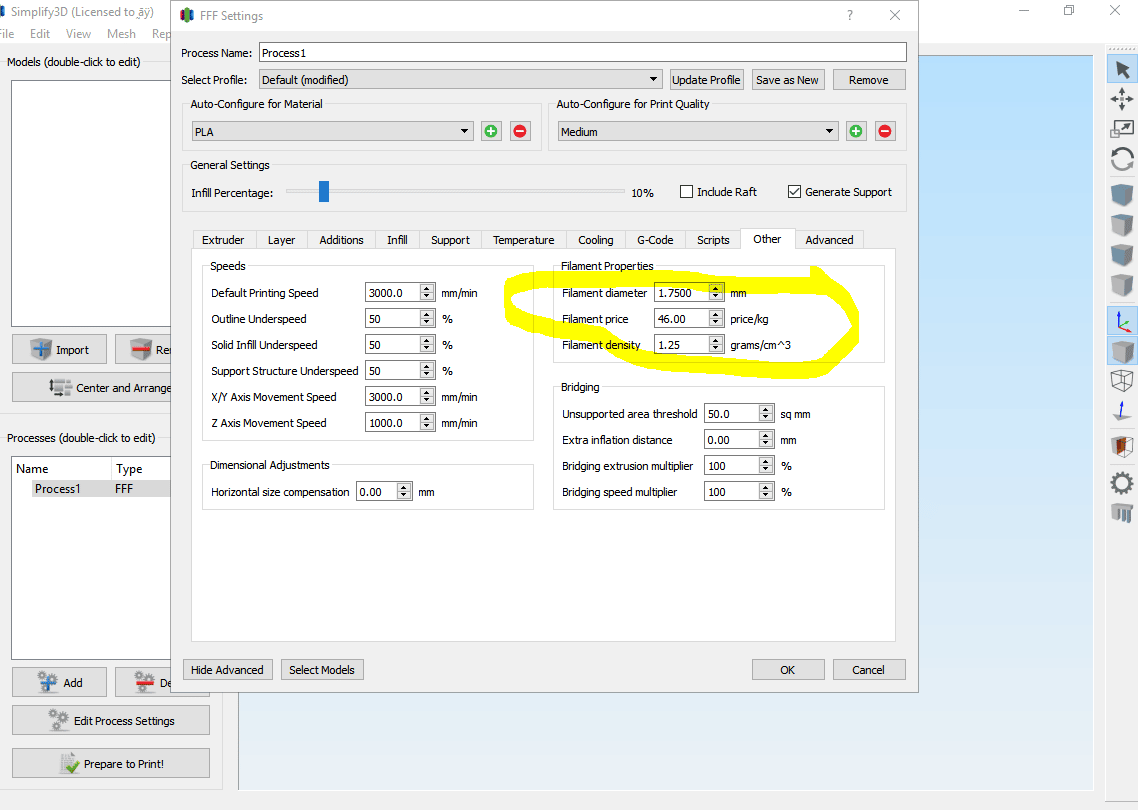
چک کنید مقداری که در این تنظیم مشخص شده با فیلامنت خریداری شده یکسان باشد. شاید حتی بد نباشد که خودتان با استفاده از ابزار «کولیس» قطر فیلامنت را اندازه بگیرید تا خیالتان راحت شود که مشخصات وارد شده در نرم افزار صحیح باشد. متداولترین ارقام برای قطر فیلامنت ۱٫۷۵ میلیمتر و ۲٫۸۵ میلیمتر است. بسیاری از رولهای فیلامنت نیز قطر صحیح را روی بسته بندی می نویسند.
| راهنمای دقت ابعاد در تکینکهای پرینت سه بعدی |
-
تمیز بودن نازل هد پرینتر سه بعدی:

علت دیگر جریان ضعیف اکسترودر، گرفتگی مجرای نازل است. پس از تکمیل هر فرآیند پرینت سه بعدی، نازل از سطح مدل بلند شده و در بالا ثابت میگردد. همیشه بررسی کنید که بخشهای داخلی و خارجی نازل گرفتگی یا کثیفی ندارند.
-
افزایش ضریب اکستروژن:
اگر قطر فیلامنت شما مشکلی ندارد اما همچنان دچار مشکل کمبود اکستروژن هستید، پس باید ضریب اکستروژن را تنظیم کنید.
یک تنظیم بسیار ساده و مفید در اسلایسر Simplify3D وجود دارد که به شما اجازه می دهد به راحتی مقدار پلاستیکی که اکسترود می شود را تغییر دهید که با نام «Flow rate» یا «نرخ جریان» نیز شناخته می شود.
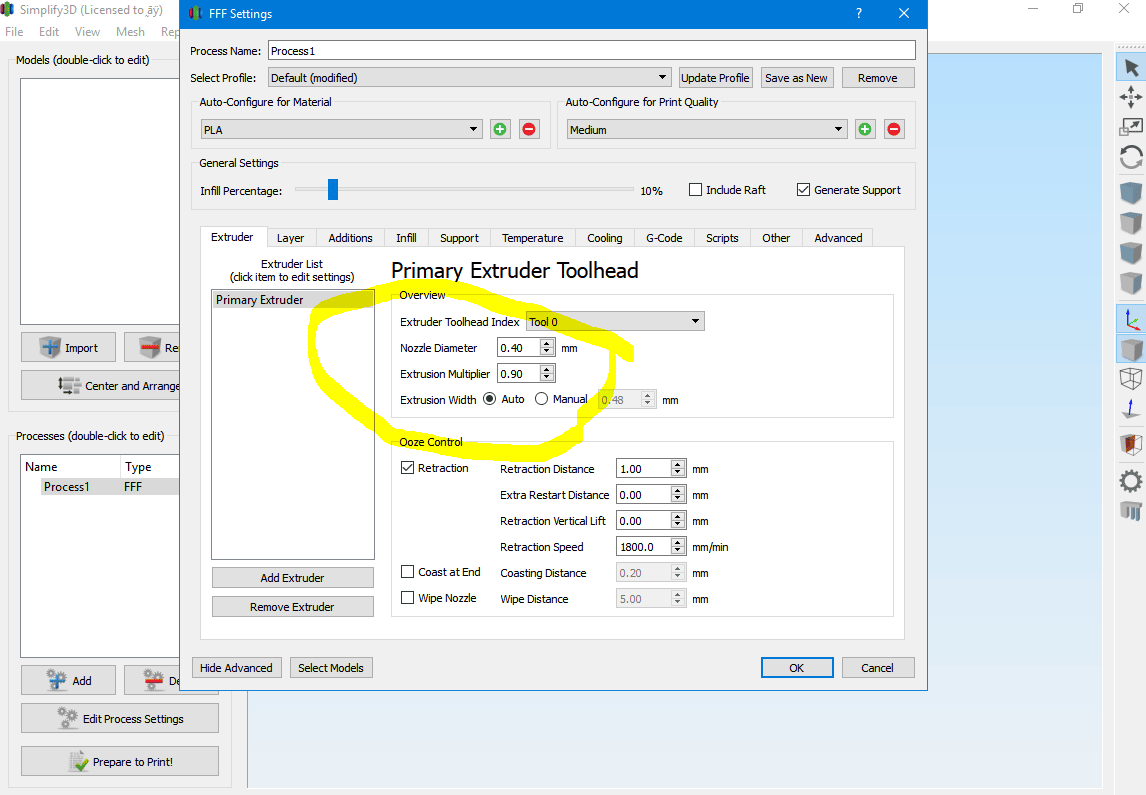
برای دسترسی به این تنظیم روی «Edit Process Setting» کلیک کرده و به تب «Extruder» بروید. هر کدام از اکسترودرها در پرینتر سه بعدی می توانند ضریب اکستروژن منحصر به فردی داشته باشند، بنابراین اگر می خواهید نرخ جریان یک اکسترودر خاص را تغییر بدهید ابتدا در لیست سمت چپ آن را انتخاب کنید تا تنظیمات مربوط به همان اکسترودر نمایش داده شود.
برای مثال، اگر ضریب اکستروژن شما قبلا ۱٫۰ بوده و شما آن را به ۱٫۰۵ تغییر داده اید، به این معنی است که اکسترود پلاستیک ۵ درصد بیشتر از قبل خواهد بود. معمولا برای فیلامنت PLA ضریب اکستروژن نزدیک به ۰٫۹ مناسب است، در حالی که برای فیلامنت ABS رقمی نزدیک به ۱٫۰ ایده آل خواهد بود. سعی کنید ضریب اکستروژن را ۵ درصد افزایش دهید و دوباره مکعب آزمایشی را پرینت کنید تا ببینید فاصله بین خطوط پیرامونی از بین رفته یا نه.
در نرم افزار Cura بخش Material tab را انتخاب کنید. قسمت Flow setting قابل تنظیم است. (البته قبلا باید در Preferences dialog بخش Flow setting به حالت enable درآمده باشد).