وقتی یک قطعه را با پرینتر سه بعدی میسازید ولی سطح قطعه چنگی به دل نمیزد و رشتهرشته شده است باید روش زیر را بکار ببرید تا بدون هزینه اضافی این زبری و ناهمواری را صیقل دهید.
فرض ما بر این است که شما برای پرینت قطعه از فیلامنت PLA در رنگهایی غیر از مشکی یا سفید استفاده کرده اید و قطعه نیازی ندارد که دقت ابعاد بسیار ظریفی در حد قالب صنعتی داشته باشد. (فیلامنت ABS و PETG چون استحکام بالاتری دارند، نیاز به سمباده زنی سخت تری خواهند داشت – فیلامنتهای رنگ مشکی یا سفید براق نیز با سمباده خوردن ممکن است زرد یا لک شوند).
هزینه خرید وسایل صیقلکاری هم اصلا به چشم نمیآید (کاغذ سمباده و واکس براقکننده) و پس از اتمام کار، وسایل صیقلکاری تقریبا یکبار دیگر هم قابل استفاده هستند. معمولا برای پرداختکاری قطعه نیازی به استفاده از استون یا پوششدهندهها ندارید، اگر قطعه چاپی شما زوایای تیز یا چینهای قابل توجهی نداشته باشد. این روش طراحی سه بعدی، علاوه بر اینکه روش ساخت را آسانتر و ایمنتر میکند، ارزانتر هم تمام خواهد شد.

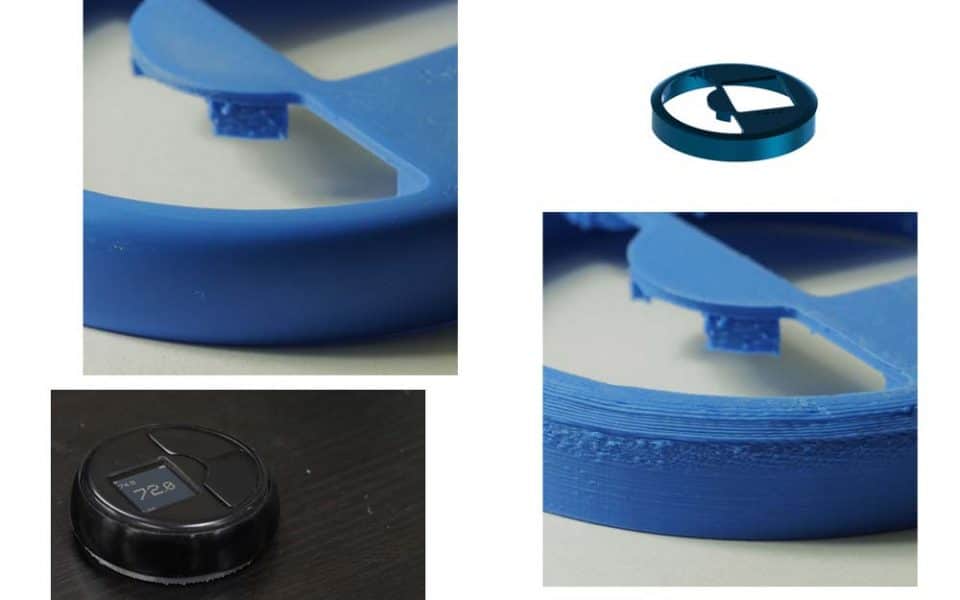
مدل سه بعدی فرمت CAD طراحی شده و قطعه پرینت سه بعدی چاپ شده با فیلامنت آبی برای شروع روش پرداخت. مدل نهایی با فیلامنت ABS سیاه چاپ شده است.
آموزش گام به گام صیقلکاری قطعه پرینت سه بعدی
شروع با یک پرینت سه بعدی صحیح
برای اینکه صیقلکاری راحتتر و بهتری داشته باشید واقعا انجام یک پرینت سه بعدی درست، الزامی است. پس باید نکات مرسومی که برای پرینتر سه بعدی استفاده میشود را به همراه توصیههای زیر انجام دهید:
یک فیلامنت با کیفیت رنگ بالا و نزدیک به رنگ قطعه نهایی انتخاب کنید تا مجبور نشوید بعد از چاپ قطعه رنگکاری سنگینی انجام دهید.
کمترین ارتفاع لایهگذاری را برای پرینت استفاده کنید (در اغلب پرینترهای سه بعدی ۰٫۱ mm یا کمتر است). این امر بسیار مهم است چون اطمینان مییابید لایه اول پرینت در کمترین فاصله و بالاترین رزولوشن قرار دارد.
ما از یک صفحه فلزی تراشکاری وارونه استفاده کردیم تا بهترین سطح پرداختکاری را برای شروع کردن داشته باشیم.
یک چسب نواری کپتون (Kapton tape) برای فیلامنت ABS به کار ببرید تا از شر گرد و غبار و ذرات اضافه چسبیده به قطعه خلاص شوید. از محلولهای تمیزکاری مثلIPA هم برای حذف چربیهای باقیمانده میتوانید استفاده کنید.
برای کیفیت بهتر پرینت سه بعدی از سرعت چاپ پایینتری استفاده کنید. به طور معمول بهتر است تا حد امکان از چاپ قطعات در سرعت بالا خودداری شود.
چون صیقلکاری با کیفیتی را انجام خواهید داد، لایه رویین سطح برداشته خواهد شد. پس حتما در هنگام پرینت سه بعدی قطعه، ضریب تراکم داخلی (infill) نزدیک به ۱۰۰ درصد باشد.

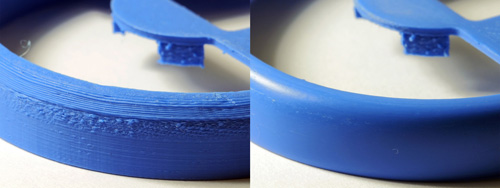
ایجاد سطح ناهموار قطعه پس از پرینت سه بعدی با ارتفاع لایه بیشتر از ۰٫۱ میلیمتر. برای جلوگیری ناهمواری ارتفاع کمتر لایهگذاری در تنظیمانت پرینتر سه بعدی استفاده شود
سمباده کاری قطعه پرینت سه بعدی شده
کاغذ سمبادهای با نمره دندانه ۵ تا ۶ پیشنهاد میگردد (کاغذ سمباده ارزان با دندانه ۱۰۰، ۲۴۰، ۴۰۰، ۶۰۰، ۱۵۰۰، ۲۰۰۰). برای شروع نمره ۱۰۰ را به کار ببرید و آنقدر پرداخت را ادامه دهید تا خطوط ناهماهنگ دیده نشود. استفاده از نمرههای بالاتر سمباده برای شروع کار، زمان پرداخت بیشتری از شما خواهد گرفت. بنابراین استفاده از کاغذ سمباده با نمره ۱۰۰ مهمترین مرحله برای از بین بردن پستی و بلندیهای قطعه پرینت سه بعدی شده است. حتما بعد از هر سمبادهکاری و قبل از افزایش نمره کاغذ سمباده، یکبار قطعه را بشویید تا از ذرات اضافه پاک شود. هنگام سمباده کاری، نور محیط کاملا مناسب باشد و در هر افزایش نمره کاغذ سمباده، روند صیقلکاری آرامی را دنبال کنید تا از ایجاد خراش عمیق روی قطعه جلوگیری شود.
تا قبل از استفاده از نمره سمباده ۶۰۰ سطح قطعه خاکستری رنگ و خاکخورده به نظر میرسد، نگران نباشید؛ کار را آرام ادامه دهید، وقتی که از کاغذ سمباده ۶۰۰ یا بالاتر استفاده کنید، سطح کار کمکم تمیز و براق خواهد شد. مراحل را تا اتمام پرداخت با کاغذ سمباده ۱۵۰۰ ادامه دهید. اگر تمام مراحل را درست انجام داده باشید، قطعهتان سطحی صیقلی بدون رگههای اضافه خواهد داشت. حالا وقت استفاده از کاغذ سمباده نمره ۲۰۰۰ است. برای درک بهتر عکسهای زیر را مشاهده کنید.

در هر مرحله از سمباده کاری از رفع خلل و فرج سطح قطعه اطمینان یابید
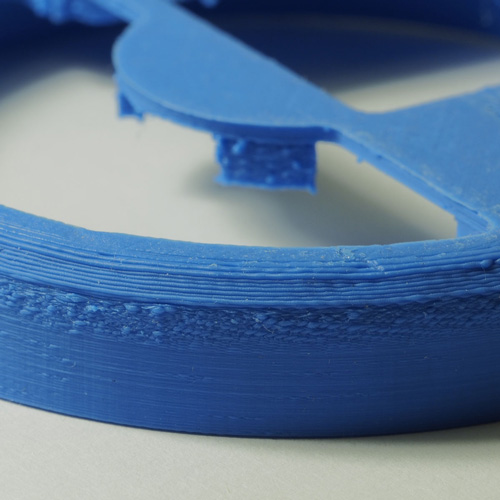
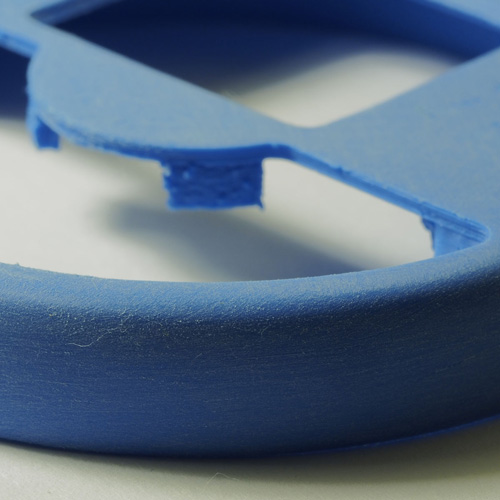
پرینت سه بعدی قطعه قبل از سمبادهکاری
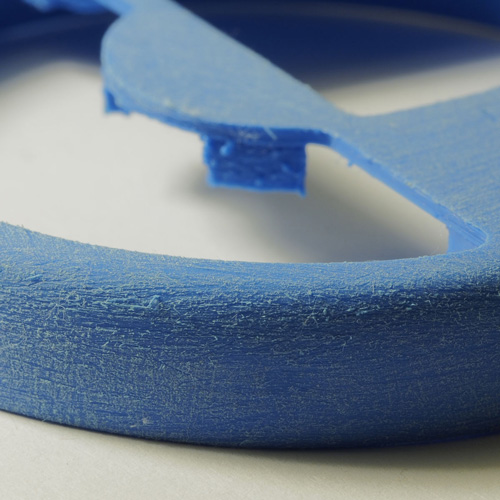
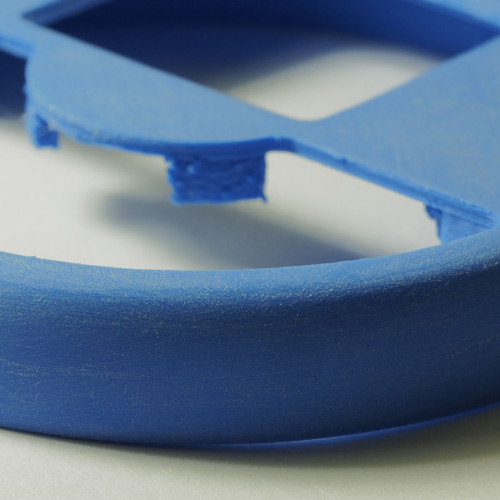
سمباده با نمره ۱۰۰
سمباده با نمره ۲۴۰
سمباده با نمره ۴۰۰
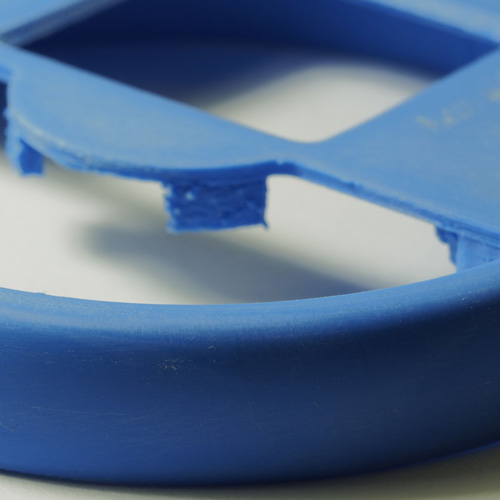
سمباده با نمره ۶۰۰
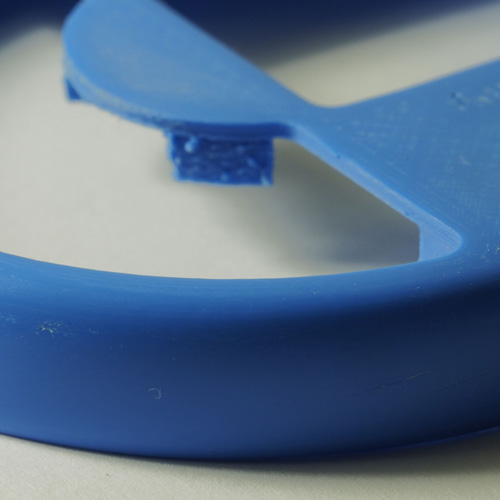
سمباده با نمره ۱۵۰۰
سمباده با نمره ۲۰۰۰
رنگ قطعه پرینت سه بعدی شده (اختیاری)
قبلا گفتیم که برای جلوگیری از رنگکاری سنگین قطعه بهتر است از فیلامنت با کیفیت و در طیف رنگ دلخواه برای چاپ استفاده شود. اگرچه بعد از سمبادهکاری قطعه، استفاده از یک اسپری رنگ، کیفیت کار را دو چندان خواهد کرد. بهتر است قبل از شروع رنگزنی، کار با اسپری رنگ را کمی تمرین کنید و حتما دقت کنید که تهویه مناسبی در محل وجود دارد. پیشنهاد میشود قبل از رنگ کردن با اسپری دوباره کاغذ سمباده ۲۴۰ استفاده شود، شستشو انجام و قطعه کاملا خشک شود و یک کاغذ سمباده نمره بالاتری به کار رود (سطح، صیقل بیشتری خواهد داشت). حالا قطعه در بهترین شرایط رنگکاری قرار دارد. برای دانستن تکنیکهای رنگزنی و آسترکاری یک جستجوی ساده در گوگل کمک زیادی به شما خواهد کرد.
صیقلکاری نهایی (اختیاری)
برای اینکه نتیجه زحماتتان شما را شگفتزده کند، پیشنهاد میشود پولیش (صیقلکاری) نیز انجام شود. پولیشکاری چنان جلایی به قطعه شما میدهد که انگار با روش قالبگیری پلاستیک آنرا تولید کردهاید. اگر میخواهید قطعه را به عنوان یک محصول برای تبلیغات چندرسانهای استفاده کنید، پس انجام این کار یک الزام خواهد بود. بهتر است از دستگاههای دستی صیقلکاری که به فِرز مینیاتوری (حکاکی) معروف هستند، (Dremel handy) استفاده کنید. اگر هیچ تجربهای در استفاده از فرز حکاکی ندارید، قبل از صیقل قطعه، کمی در اینترنت دربارهاش جستجو کنید و با کمی تمرین، کار نهایی را انجام دهید؛ مبادا خراشی غیرقابل جبران به قطعه نازنینتان وارد شود! پس از فرزکاری باید از بتونه یا اسپری های پولیش و جلا دادن پلاستیک استفاده کنید تا سطح کار کاملا صاف و صیقلی شود. سپس با رنگهای اکریلیک (اسپری کردن یا غوطه ور سازی در مخزن رنگ) قطعه بسیار زیبایی همانند شکل زیر داشته باشید که خودتان آنرا با یک پرینتر سه بعدی ارزان ساخته اید.

پرینت سه بعدی فریم دیوایس RUBY به همراه سمبادهکاری و پولیش نهایی