مهمترین دستورات برنامه نویسی Gcode پرینتر سه بعدی
در بخشهای قبلی درباره دستور G1 توضیح دادیم؛ تنظیم حرکت مختصاتی هد نازل پرینتر سه بعدی.
این تنها بخشی از مجموع عملکردهای این دستور است. حالا میخواهیم در اینجا به دیگر موارد دستور G در زبان «جی کد» بپردازیم.
شماره 1: G0 یا حرکت سریع
دستور G0 به اکسترودر پرینتر سه بعدی فرمان میدهد تا در حداکثر سرعت حرکتی ممکن به محور مختصاتی داده شده منتقل شود. در این دستور انتقال نازل در حالتی انجام میشود که هر دو محور تقریبا همزمان حرکت خود را کامل کنند.
بنابراین در حین حرکت G0 ، نازل هیچ متریالی در اسکترودر تزریق نمیکند.
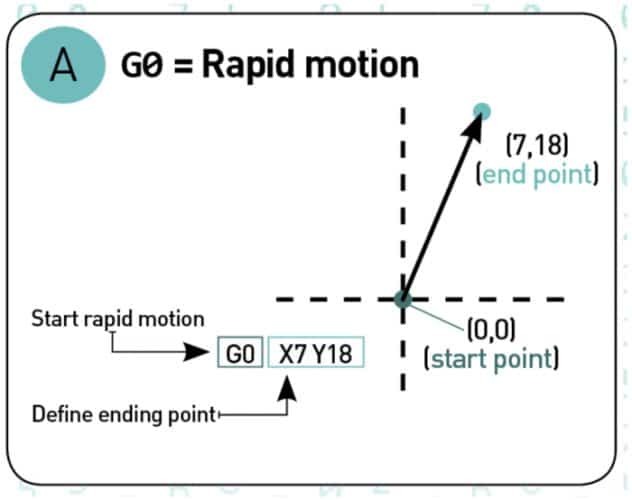
به طور کلی کاربرد دستور G0 زبان «جی کد» برای چاپگر سه بعدی آوردن سریع نازل هد به مختصات دلخواه در شروع یا میانه پرینت است.
مثال: G0 X7 Y18
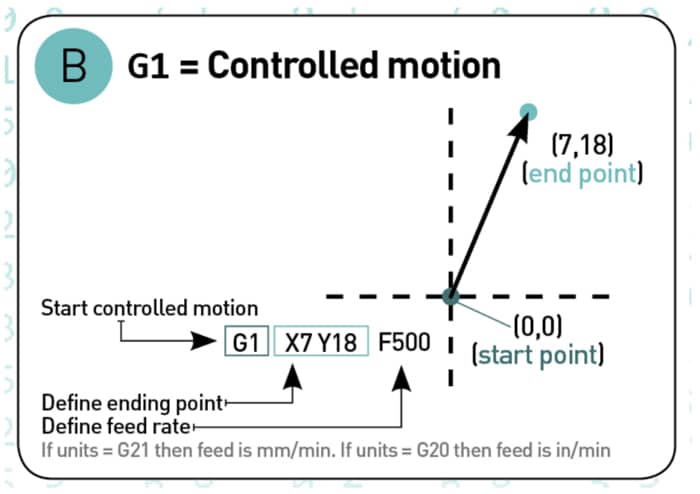
شماره 2: G1 یا حرکت کنترلی
دستور G1 به نازل هد پرینتر سه بعدی فرمان میدهد تا در یک حرکت با سرعتی مشخص از نقطه فعلی به مختصات تعیین شده ادامه کد است.
این سرعت انتقال نازل با آرگومان F (بخشهای قبلی مفصل توضیح دادیم) تعیین میشود.
در این دستور انتقال نازل در حالتی انجام میشود که هر دو محور تقریبا همزمان حرکت خود را کامل کنند. در حرکت G1 نازل قادر است به اکسترودر فرمان تزریق متریال را صادر کند که آرگومان E آنرا مشخص میکند.
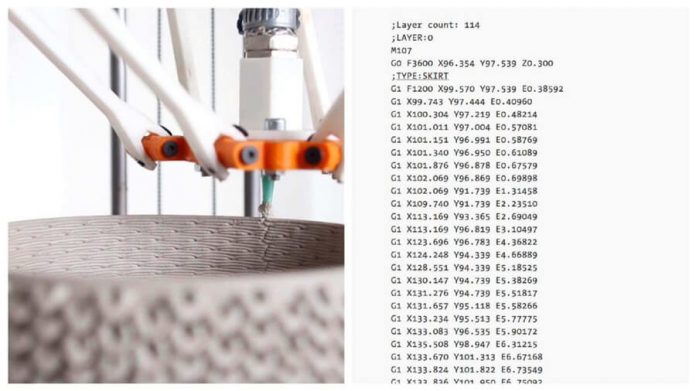
در واقع بخش اعظم فرآیند پرینت سه بعدی در این دستور صورت میگیرد؛ اگر فایل «جی کد» را حین کار پرینتر سه بعدی باز کنید اغلب خط دستورات با G1 شروع شدهاند.
مثال: G1 X7 Y18 F500 E0.02
شماره 3: G17/G18/G19 یا تنظیم جهش
مجموعه این دستورات نوع پرش نازل را تعیین میکند. معمولا G17 پرش محور X-Y را برای اغلب ماشینها به طور پیش فرض تعیین میکند. G18 برای پرش محور Z-X و G19 تعیین کننده پرش Y-Z است.
مثال:
G18 G02 X2 Z0 I1 K0 = (G18 sets XZ plane)
شماره 4: G20/G21 یا تنظیم واحدها:
این دو دستور برای تعیین واحد اندازهگیری به کار میرود. G20 مقدار عددی واحد اینچ و G21 برای واحد میلیمتر به کار میرود. دقت کنید این دو واحد تفاوتهای بزرگی را میسازند، چون:
G20
G0 X7 Y18
به معنی حرکت محور X و Y به مقادیر 7 و 18 اینچ است در حالی که
G21
G0 X7 Y18
به معنی حرکت محور X و Y به مقادیر 7 و 18 میلیمتر میباشد.
شماره- 5: G28 یا بازگشت به خانه
دستور G28 به دستگاه می گوید که به حالت اولیه برگردد. بازگشت به خانه می تواند با کد دستوری زیر تعریف شود:
G28.1 X0 Y0 Z0
شماره 6: G90 یا حالت مطلق
دستور حالت مطلق به دستگاه می گوید که مختصات را به عنوان مختصات مطلق تفسیر کند. این به معنی یک دستور «جی کد» است.
G0 X10
این دستور دستگاه را به مختصات 10 واحد برای محور X می فرستد.
شماره – 7: G91 یا حالت نسبی
حالت نسبی بر عکس حالت مطلق است. دستور G91 به دستگاه می گوید مختصات را به عنوان مختصات نسبی تفسیر کند. اگر اکنون دستگاه در حالت 10 واحد برای محور X است، دستور جی کد زیر:
G91
G0 X10
به دستگاه می گوید که از موقعیت کنونی اش 10 واحد در جهت محور X حرکت کند. در انتهای عملیات دستگاه در حالت X=20 قرار می گیرد.
شماره – 8: G2 یا حرکت ساعتگرد
این دستور به دستگاه می گوید که از حالت کنونی اش در جهت عقربه های ساعت حرکت کند. نقطه پایانی توسط مختصات X و Y مشخص می شود.
مرکز چرخش با پارامتر I مشخص می شود که موقعیت کنونی محور X نسبت به مرکز چرخش را نشان می دهد.
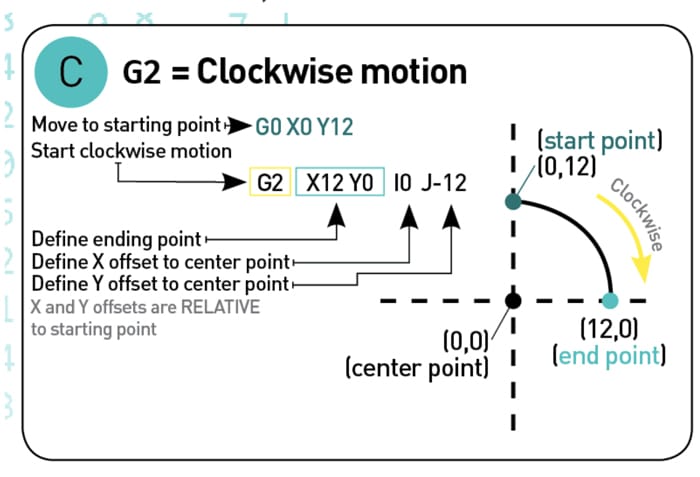
علامت J موقعیت کنونی محور Y از مرکز چرخش را نشان می دهد.
برای مثال:
G21 G90 G17
G0 X6 Y18
G2 X18 Y6 I0 J-12
شماره – 9: G3 یا حرکت خلاف ساعتگرد
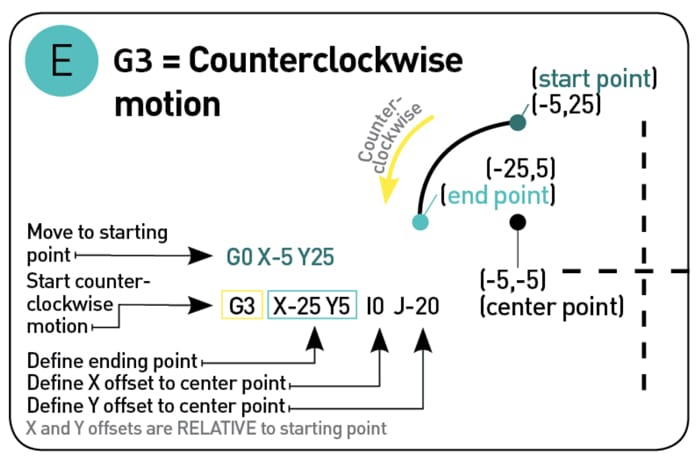
درست همانند دستور G2، دستور G3 نیز حرکت دایره وار می سازد اما این بار بر خلاف جهت عقربه های ساعت.
مثال:
G21 G90 G17
G0 X-5 Y25
G3 X-25 Y5 I0 J-20
شماره – 10: توضیحات کد
اگر به هر کدام از دستورات واقعی «جی کد» نگاه کنید خواهید دید که در ادامه دستورات و استدلال های آن، نوشته هایی به انگلیسی نیز می آید. برای نمونه:
G0 X-25 Y5 ; rapid movement to X=-25 and Y=5
همان طور که در خط بالا می بینید، متن انگلیسی همیشه بعد از نقطه ویرگول می آید. اغلب لازم است برنامه نویسان توضیحاتی را به انگلیسی اضافه کنند تا برنامه نویسان دیگر بتوانند انگیزه یک خط خاص یا یک بخش کد را درک کنند.
اصلا برنامه نویسان دیگر را فراموش کنید! اگر شما بعد از چند سال به یک کد که خودتان نوشته اید نگاه کنید ممکن است نتوانید به یاد بیاورید که چرا کدگذاری را در این جهت خاص انجام داده اید و فهمیدن مجدد آن هم کاری دشوار است.
برای حل این مشکل شما باید کد توضیحات وارد کنید. توضیحات بعد از اضافه کردن علامت نقطه ویرگول (Semicolon) می آید. شما می توانید بعد از گذاشتن علامت نقطه ویرگول هر چیزی که می خواهید بنویسید اما این کار اغلب برای توضیح علت و منطقی که درباره آن کد وجود دارد به کار می رود.
هر چیزی که بعد از علامت نقطه ویرگول در یک خط نوشته شود، در زمان عمل به دستور جی کد توسط پرینتر نادیده گرفته شده و فقط در چشمان انسان معنی دارد. اینجا یک نمونه دیگر که در آن توضیح کد وجود دارد:
G1 X-25 Y5; I am a code comment!
بسیار خوب! قسمت اول مرجع آموزشی برنامه نویسی G-code برای چاپگر سه بعدی به پایان رسید. اکنون پیشنهاد میکنیم «بخش دوم آموزش برنامه نویسی جی کد» را مطالعه کنید.