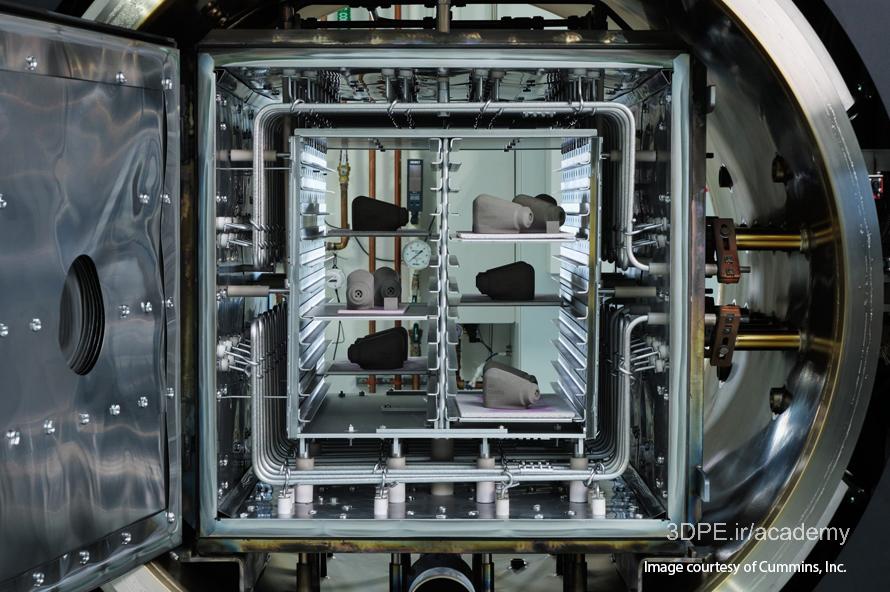
همه چیزهایی را که باید در مورد فناوریهای بایندر جت فلزات، پلیمرها، سرامیک، شن، ماسه و غیره بدانید را اینجا بیاموزید. ویژگیهای فناوریهای مختلف چاپ Binder Jet را مقایسه کنید و بفهمید کدامیک در تولید سری قطعات پیچیده ایده آل است. یاد بگیرید بایندرجت چه حجم اندازه ساخت، چه میزان رزولوشن پرینت و چه سرعت پرینتی ارائه میدهد.
چاپگرهای سه بعدی بایندر جت، کاربردهای وسیعی همچون نمونه سازی (پروتوتایپ) تک رنگ یا تمام رنگی از تندیس و قطعات صنعتی ثابت، ساخت قالبهای ریخته گری (شنی) بزرگ صنعتی و ساخت ارزان قطعات فلزی را فراهم کرده است.
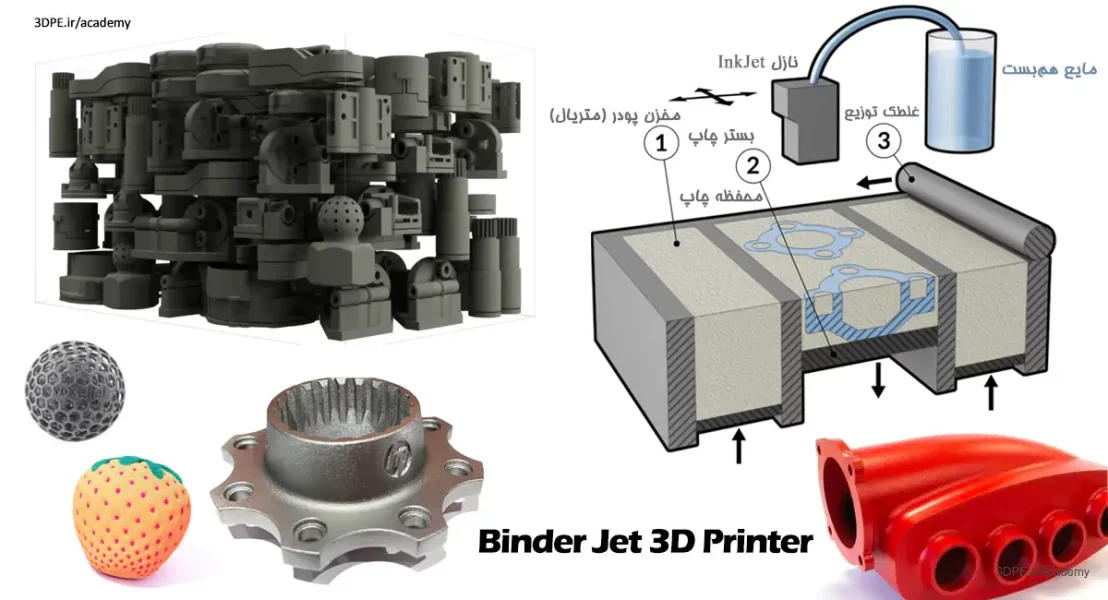
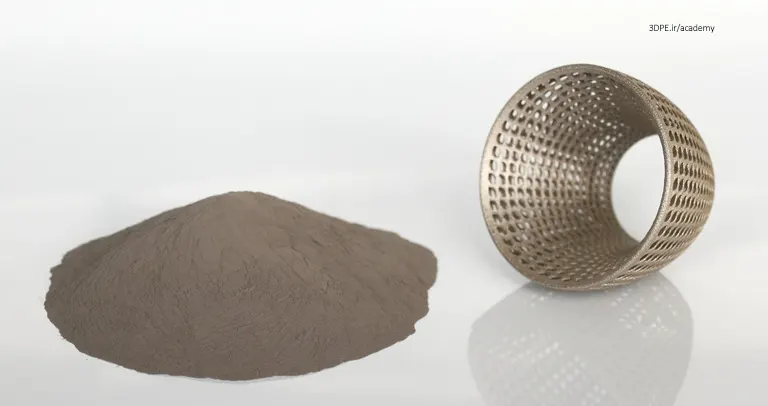
«بایندر جتینگ» روشی از چاپ سه بعدی است که ماده اتصالدهنده (همبست) مایع (بجای حرارت پرتوی لیزر یا تابش الکترون سایر روشهای بستر پودر) بمنظور چسباندن مواد پودری برای ایجاد اشکال جامد و پیچیده استفاده میکند. بر اساس مختصات ریاضی در یک بلوک پودر متریال، لایههای چاپ بهم متصل میشوند (تدریجا رویهم قرار میگیرند) و در نتیجه در یک جعبه پودر، فرم هندسی سه بعدی کامل قطعه مورد نظر ایجاد میشود.
انواع مختلفی از چاپگرهای بایندرجت بر اساس موادی که استفاده میکنند: فلز، پلاستیک، سرامیک، ماسه و غیره، وجود دارد.
اما ابتدا، چون با بایندر جتینگ آشنا نیستید، بیایید خلاصه کنیم:
Binder Jet 3D Printing به معنی چاپ سه بعدی همبستی پرفشار (پرتاب همبست یا توزیع همبست شونده) میباشد. این فناوری لایه افزایشی AM “additive manufacturing” در رده تکنیک Drop On Demand یا پرتاب مواد و همجوشی بستر پودری Power Bed Fusion دستهبندی میگردد. نامهای انگلیسی مشابه همگی به یک شیوه اشاره میکنند:
Powder bed and inkjet head 3D printing یا drop-on-powder همان Binder Jetting هستند. تکینک BJ اولین بار در انستیتو ماساچوست آمریکا (وابسته به دانشگاه MIT) اوایل دهه 90 میلادی توسعه یافت.
بایندرجت فلزی، محبوب است زیرا قطعات فلزی را بصورت دسته ای با کیفیتی مشابه قالبگیری تزریقی تولید میکند اما نیازی به قالبزنی یا ابزارسازی پرهزینه ندارد. سازندگان از فولکسواگن تا چوب گلف کبرا به دلایلی که در زیر به آنها میپردازیم، روشهای سنتی ساخت فلز و روشهای چاپ سهبعدی مثل جت بایندر را در فرایند تولید محصولات خود ادغام کردهاند.

جت بایندر شن و ماسه به دلیل توانایی آن در ارائه قالبها و هستههای ریختهگری شن بسیار دقیق و بزرگ، سریعتر از روشهای سنتی، جایگاه رو به رشدی را در صنعت ریختهگری ایجاد کرده است.
جت بایندر پلیمری هنوز در خارج از کاربردهایی که به رنگهای متعدد نیاز دارند پیشرفت نکرده است، زیرا قطعات قوی خاصی تولید نمیکند. با این حال، نوآوریهایی که شامل گرما در فرآیند جت بایندر پلیمری میشوند، ابعاد جدیدی از استحکام را به فناوری اضافه میکنند، حتی اگر برخی این روشهای جدید با گرما را در دقیقترین تعریف، جت بایندر نمیدانند. در این مطلب به تمایزات هم خواهیم پرداخت.
مخلوط کردن مایع و متریال پودری ممکن است کثیف و پرچالش بنظر برسد، اما فناوری پیشرفته چاپگرهای مدرن صنعتی امروزی میتواند دقیقاً میلیونها قطره بایندر به اندازه نانوگرم را در هر ثانیه روی یک بستر پودر ریز قرار دهد تا لایه مقطعی از قسمت با ضخامت 0.01 میلیمتر را مشخص کند.



تاریخچه توسعه فناوری بایندرجتینگ
هر نوع متریال پودری را به قالب ریختهگری، هندسه مرکب، ابزارآلات و قطعات پیچیده تبدیل کنید!
«بایندر جتینگ» یک فرآیند تولید افزودنی است که در آن یک هد چاپ صنعتی بطور انتخابی ماده اتصال دهنده مایع را بر روی لایه نازک از ذرات پودر پلیمر، ماسه ریختهگری، پودر چوب، پودر سرامیک، پودر فلزات یا پودر کامپوزیت قرار میدهد تا قطعات ساده یا پیچیده را بسرعت بسازد؛ این فرآیند لایه به لایه با استفاده از هر برش رندری نقشه سه بعدی یک فایل طراحی دیجیتال آنقدر تکرار میگردد تا شی کامل شود.
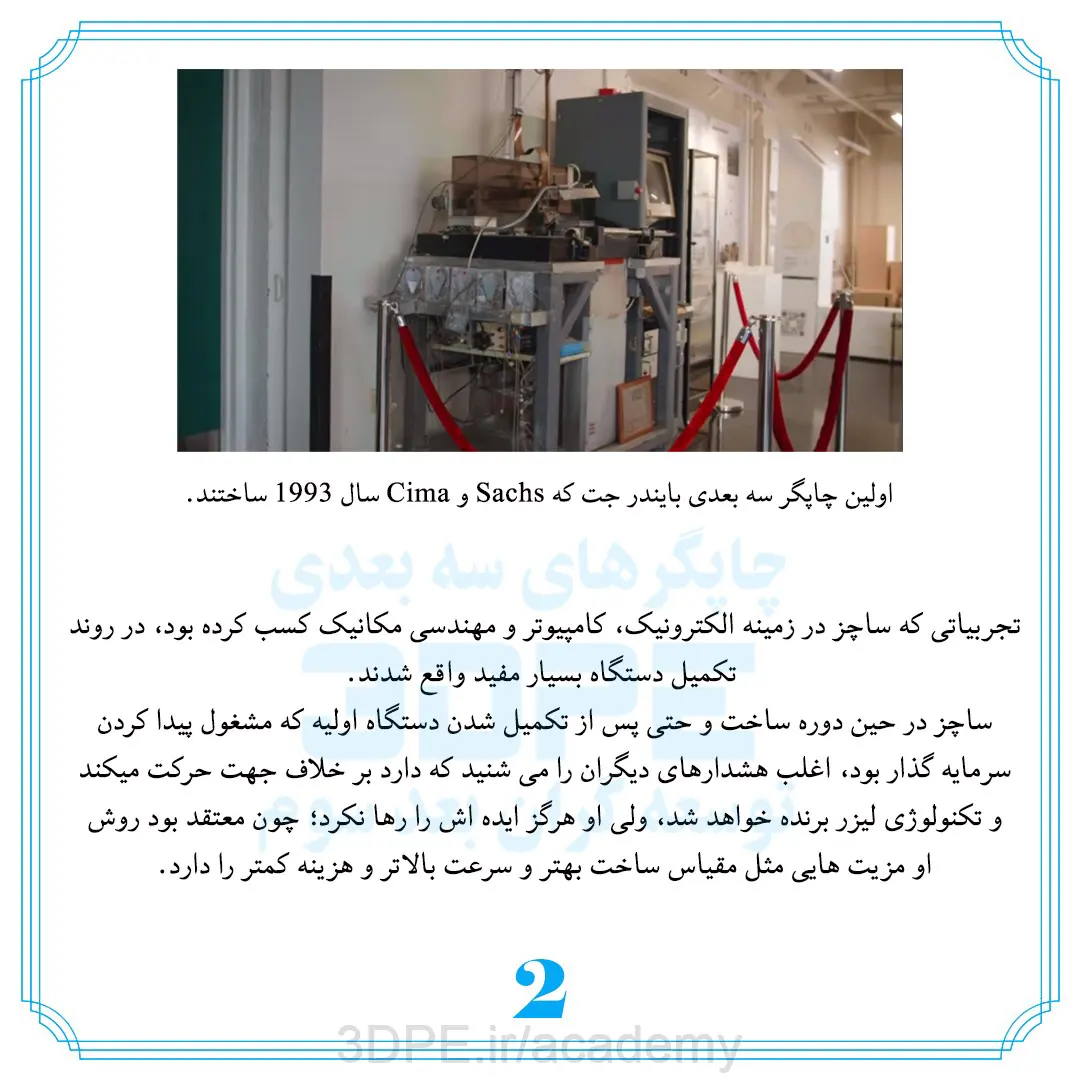
Emanuel “Ely” Sachs و Mike J Cima
ایلای ساچز، در سال ۱۹۹۳ تکنیک ساخت لایه افزایشی بایندر جت را به کمک همکارش در انجمن فناوری ماساچوست آمریکا (MIT) ابداع کرد. در سال ۱۹۹۵ لایسنس تجاری آن به شرکت Z Corporation فروخته شد؛ شرکت Z Corporation سال ۲۰۱۲ به تملک کمپانی 3DSystems درآمد (بنیانگذاری توسط چاک هال که مخترع فناوری SLA است). پس از آن به نامهای Z Printers یا Z Corp معرفی شد و برای مدتی رکورد سریعترین چاپگر سه بعدی جهان را کسب کرد. (سه برابر سریعتر از تمامی سازندگان آن زمان).
همان دوران، شرکت ExOne نیز که ابتدا در موسسه فناوری ماساچوست (MIT آمریکا) اوایل دهه 1990 توسعه یافته بود، مجوز انحصاری روش چاپ سه بعدی جوهر افشان در بستر پودر را در سال 1996 دریافت کرد. دو سال بعد، ExOne اولین چاپگر سه بعدی جت بایندر تجاری برای فلزات را بنام RTS-300 در بازار عرضه کرد. سال 2002، شرکت ExOne اولین چاپگر متریال پودر شن خود را بنام S15 برای چاپ قالبهای ریختهگری و هستههای شنی قطعات صنعتی فلزکاری راهاندازی کرد.
Ely Sachs سال ۲۰۱۵ شرکت خود بنام Desktop Metal را بنیانگذاری کرد که اکنون سازنده پرینترهای سه بعدی فلزی، سرامیک، پلیمری در سری محصولات رومیزی و صنعتی است.
نهایتا ExOne در سال 2021 توسط کمپانی Desktop Metal خریداری شد و امروز بر توسعه ریختهگری با قالبهای شن، ماسه – ماشینهای هستهریزی هندسه صنعتی – پیشبرد اشیاء پرینت نفوذی در شن و سرامیک تا بتن و خاکاره بازیافت شده تمرکز کرده است. با انقضای لایسنس اختراع فناوری بایندرجت، سایر برندهای مطرح بازار نیز دستگاههای اختصاصی خود را تجاری کردهاند که سبب بهبود کیفیت تکنیک بایندرجت و ارزانتر شدن محصولات آن شده است.










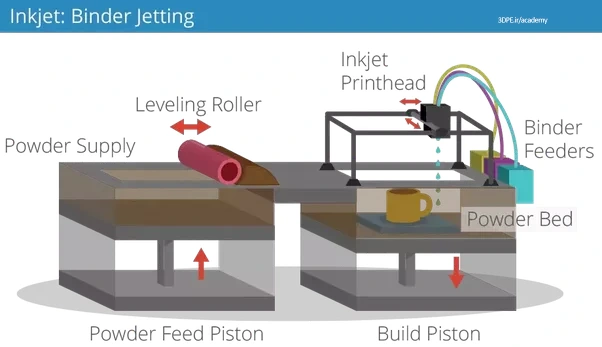
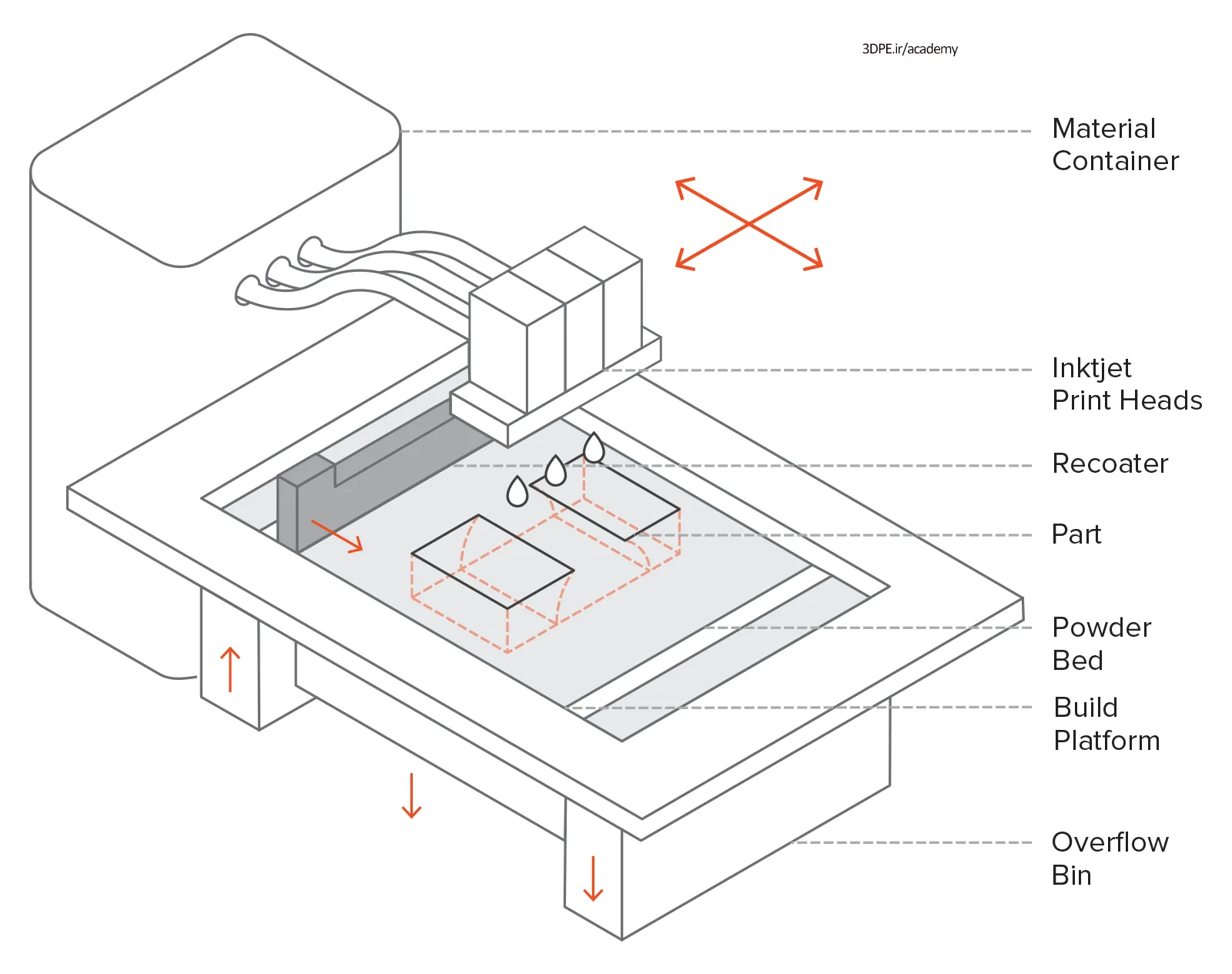
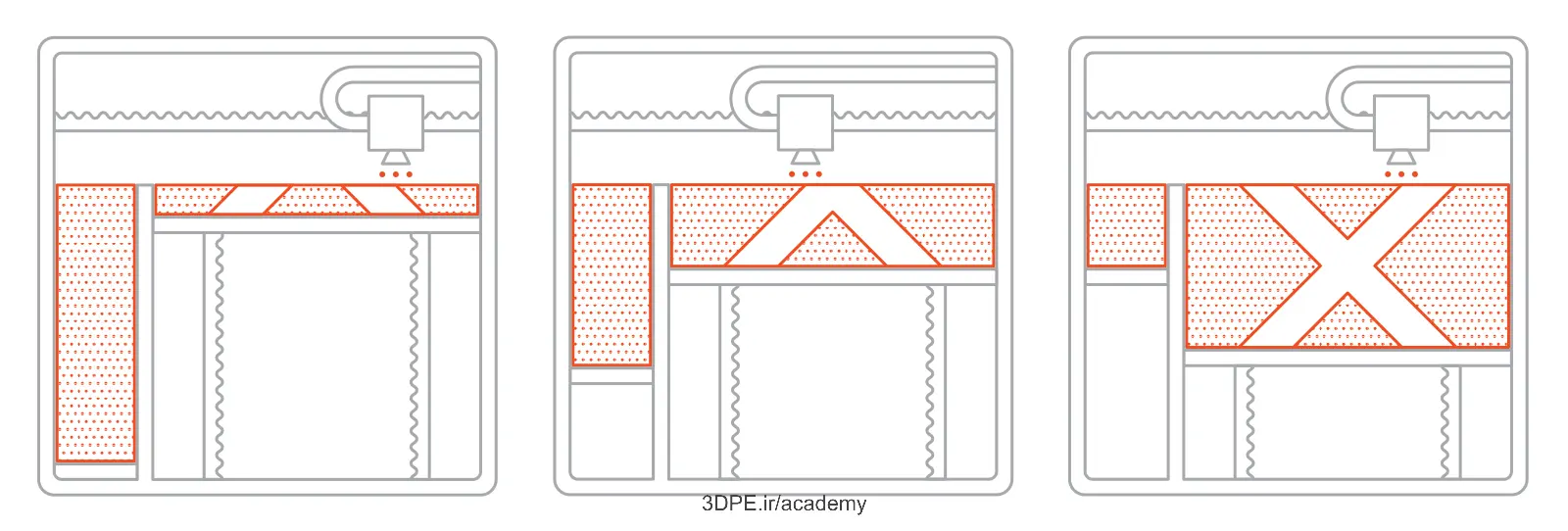
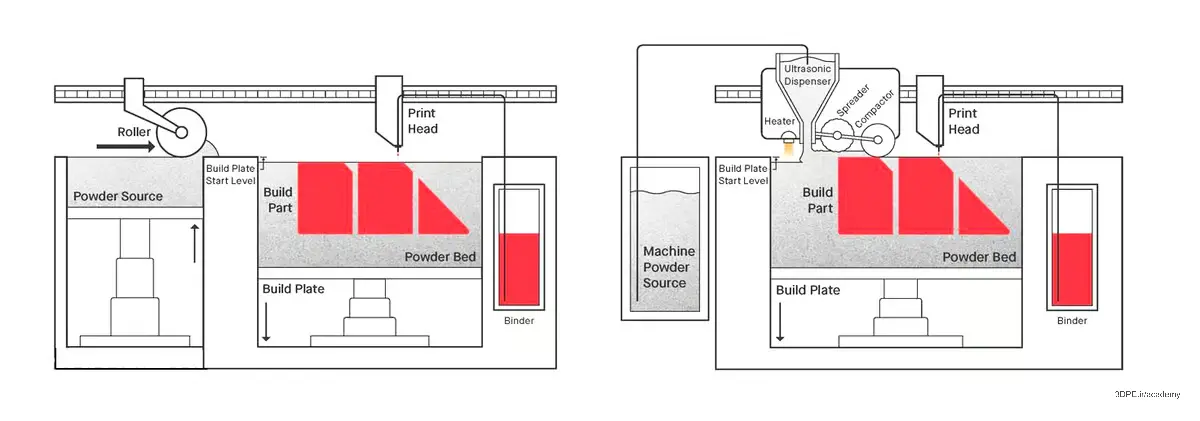
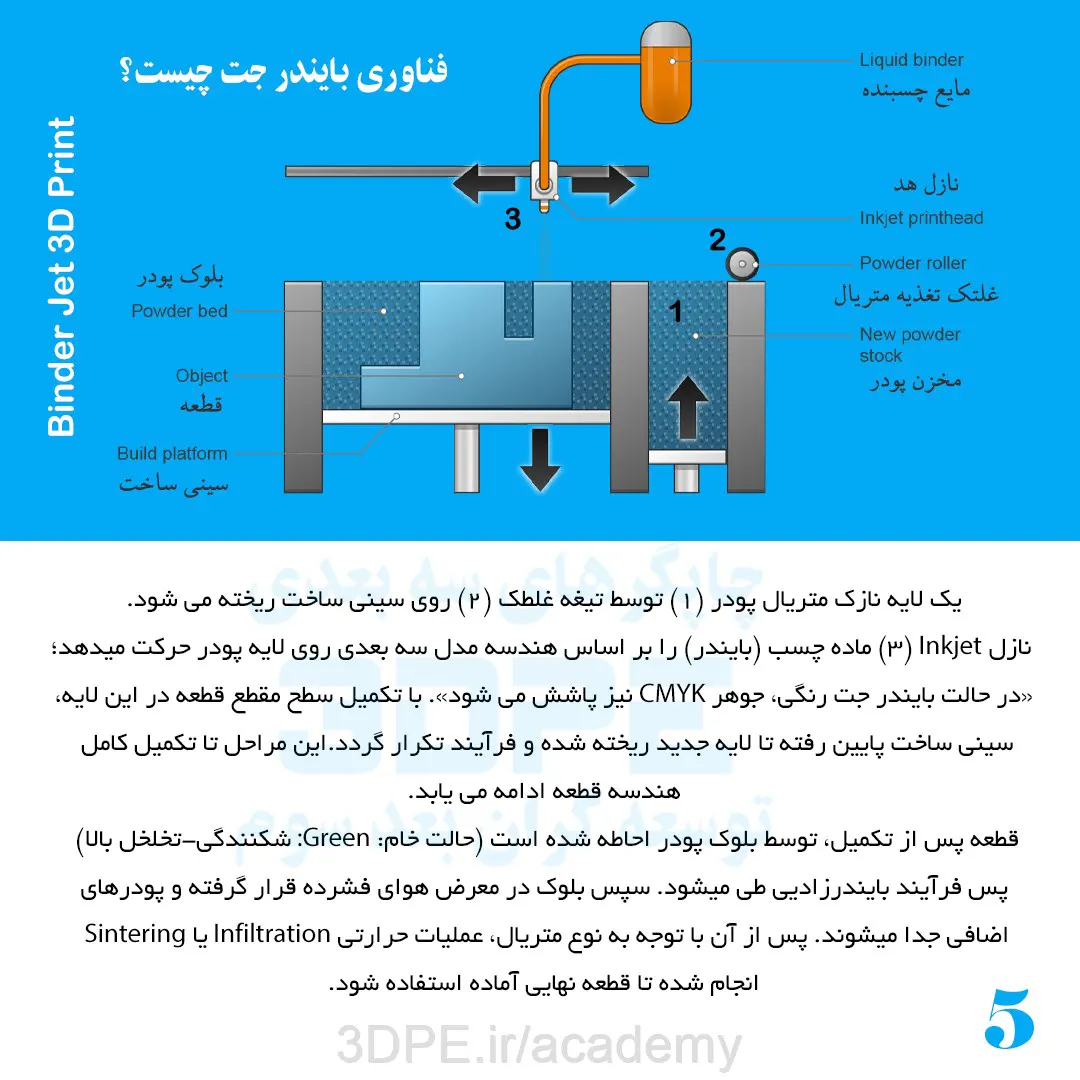
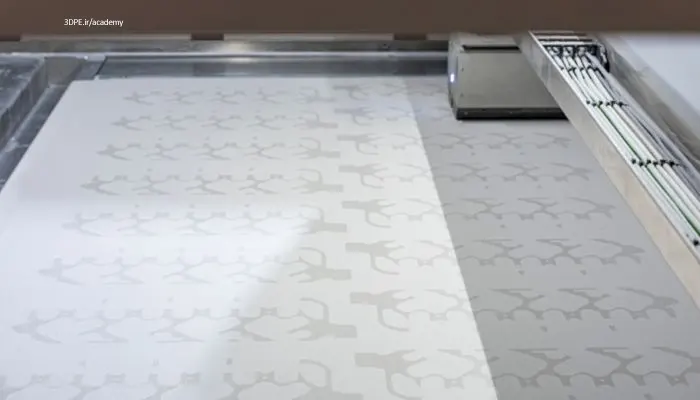
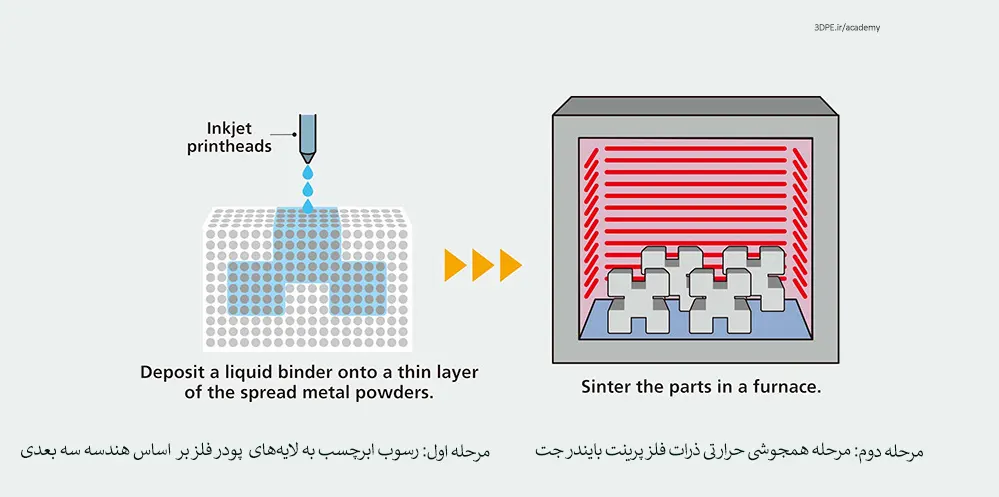
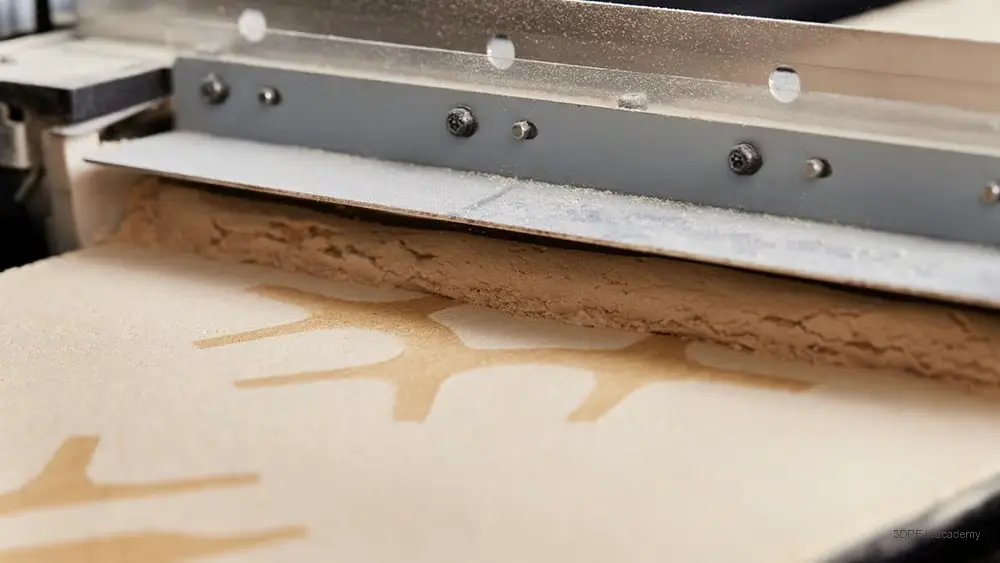
- ابتدا، یک تیغه یا غلتک پوشش مجدد، لایه نازکی از پودر را روی سکوی ساخت پخش میکند.
- یک هد چاپ جوهر افشان از روی بستر عبور میکند و بطور انتخابی قطرات ریز ماده اتصالدهنده را که ذرات پودر را بهم میچسباند، رسوب میدهد: کاتریج با نازلهای inkjet روی بستر پودر شروع به حرکت میکند. حین این حرکت، قطرات چسب (ماده همبستدهنده) بصورت انتخابی (یعنی بر اساس مختصات مدل سه بعدی) روی یک لایه نازک پودر (به منزله یک برش/رندر سه بعدی از هندسه قطعه)، نشست میکند. بدین ترتیب، ذرات پودر به یکدیگر پیوند یافته و سخت میگردند. در حالت رنگی متریال پلیمری، جوهر با رنگهای CMYK و ترکیب آنها، رنگ لازم را روی لایه بستر قرار میدهد. قطر هر قطره همبست دهنده در حالت پیشفرض برابر با ۸۰ نانومتر میباشد که رزولوشن چاپ خوبی را فراهم میکند.
- وقتی لایه کامل شد، سکوی ساخت به سمت پایین حرکت و تیغه (غلطک توزیع) سطح را دوباره میپوشاند (دوباره لایه نازک جدیدی را روی لایه تکمیل شده قبلی ریخته میشود). سپس این روند لایهریزی تا زمانیکه کل برشهای هندسه سه بعدی کامل شود تکرار میگردد.
- برخی از نسخههای فنآوری بایندر جتینگ گرما را برای ترکیب بیشتر بخشهایی که مایع چسب را دریافت کردهاند، استفاده میکنند.
- پس از چاپ، قطعات در پودر استفاده نشده محصور می شوند و اغلب برای خشک شدن باقی میمانند. سپس قطعات از سطل ساخت خارج شده و پودر اضافی جمعآوری و قابل استفاده مجدد است.
- در این مرحله، بسته به مواد، مراحل پس پردازش مورد نیاز است. بایندرجت با توجه به متریال مورد استفاده (فلزی، سرامیک، پلاستیک تک یا رنگی) قطعهای اصطلاحا خام (green state) تولید کرده و نیاز به انجام مراحل تکمیلی (post processing) دارد. هدف، بهبود خواص مکانیکی قطعه تولیدی میباشد.
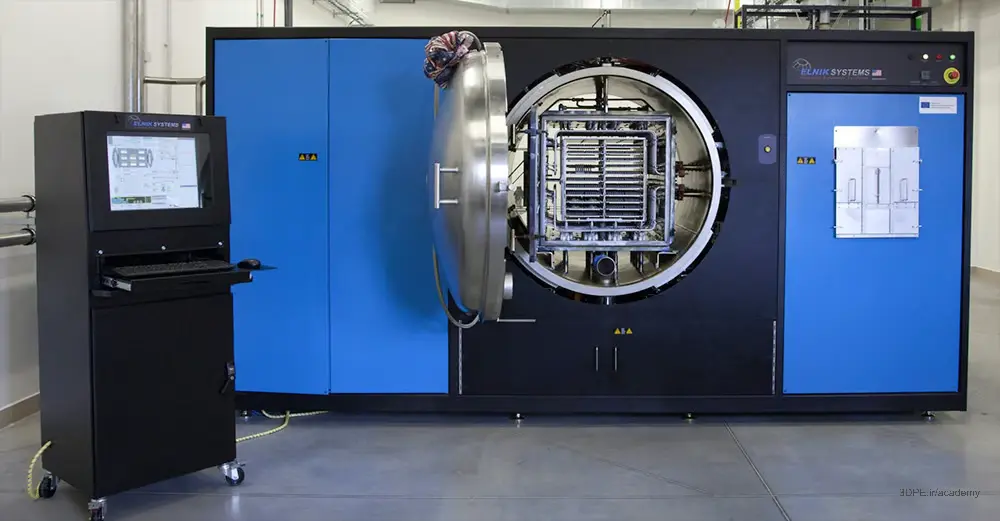
- فرآیند ماشینکاری/پولیش قطعات فلزی بایندرینگ ابتدا شامل عملیات حرارتی در کوره برای حذف بایندر، متراکم شدن قطعه و از بین بردن منافذ یا سوراخهای باقیمانده از جدا کردن بایندر میشود. سایر مراحل پس از پردازش میتواند شامل پر کردن منافذ قطعه فلزی با ماده دیگری برای ایجاد یک ماتریس یا ماده کامپوزیت دلخواه باشد:
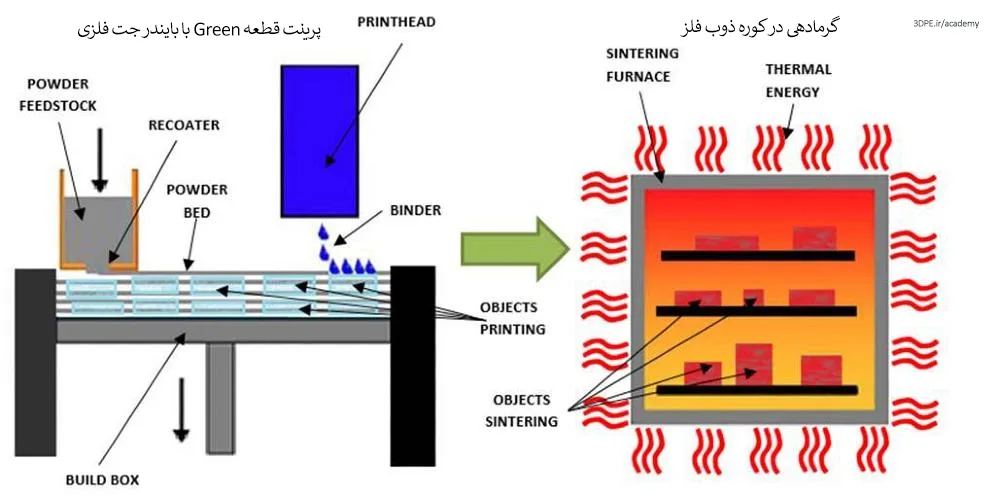
Infiltration: پس از اتمام کار پرینت BinderJet، قطعه در کوره دمای پایین قرار داده شده و تا ماده چسبنده اضافه خارج گردیده و خلل و فرج ۶۰ درصدی قطعه به کمیت کمتری کاهش یابد. همچنین استحکام نیز بهبود مییابد. ماده پوششی عمده در این مرحله، ترکیبی از برنز میباشد.
Sintering: پس از اتمام پرینت، قطعه در کوره دمای بالا قرار داده میشود، ماده چسبنده سوخته و ذرات فلز باقی مانده در هم جوش میخورند. بنابراین نفوذپذیری نیز کاهش مییابد.
- ماشینکاری/پولیش قطعات پلیمری بایندرینگ اغلب شامل یک پوشش آبکاری یا رنگ برای بهبود سطح میشود. همچنین میتوانید قطعات را پولیش ساب شن، پودر سنگ و … کنید (در هندسههایی با زوایای ظریف، سابزنی ممکن است به قطعه آسیب بزند).
- قطعه تکمیل شده با بایندرجت رنگی نیز با ابرچسبها تقویت شده و سپس توسط اپوکسی درخشان میشوند.
- بایندرجت قالبهای ریختهگری شنی معمولا با کمترین مراحل ماشینکاری، آماده استفاده میباشند.
مقایسه Binder Jet با SLS و SLM :
محمد احتشامی، معاون و مدیر کل پرینترهای سه بعدی GE Additive (وابسته به جنرال الکتریک آمریکا) “Mohammad Ehteshami, Vice President and General Manager” میگوید که این شرکت با تقاضای زیادی برای فناوری بایندر جت در بخشهای هوافضا و خودروسازی مواجه شده است. افزودن فناوریهای جدید به مجموعه موجود SLM/EBM این شرکت، بخشی از طرح بزرگ جنرال الکتریک (GE) برای صنعت تولید مواد افزودنی است که تاکنون مجموعاً بیش از 1.6 میلیارد دلار سرمایهگذاری داشته است.
اولین پرینترهای سه بعدی BJ جنرال الکتریک در اواسط سال 2018 تولید شدند. احتشامی در پایان میافزاید: «ما رویکردی مترقی به نوآوری و توسعه محصول داریم. من تیم را به چالش کشیدم تا این ماشین جدید را در 55 روز توسعه دهند. آنها زودتر از موعد وارد شدند و فرآیند مفهومی برای اولین چاپ تنها 47 روز طول کشید».
در این بخش از مطلب، ما عامل استحکام بسیار بالا را در نظر نمیگیریم – از آنجاییکه پرینت بایندرجت حول ساختار هدهای چاپ جوهرافشان “InkJet” ردهبندی میشود – همان نوع نازلهایی که در میلیونها چاپگر خانگی یافت میشود – از نظر تئوریک دستگاه جت بایندر میتواند قطعات را 100 برابر سریعتر از سیستمهای همجوشی بستر پودری لیزری SLM/LPBF و SLS تولید کند. این سرعت به سیستمهای بایندرجت اجازه میدهد تا هزینههای هر قطعه را سرشکن کرده و با فرآیندهای سنتی مانند ریختهگری و آهنگری رقابت نماید، سرعت تنها یکی از مزایای بیشمار پرینت BJ است.




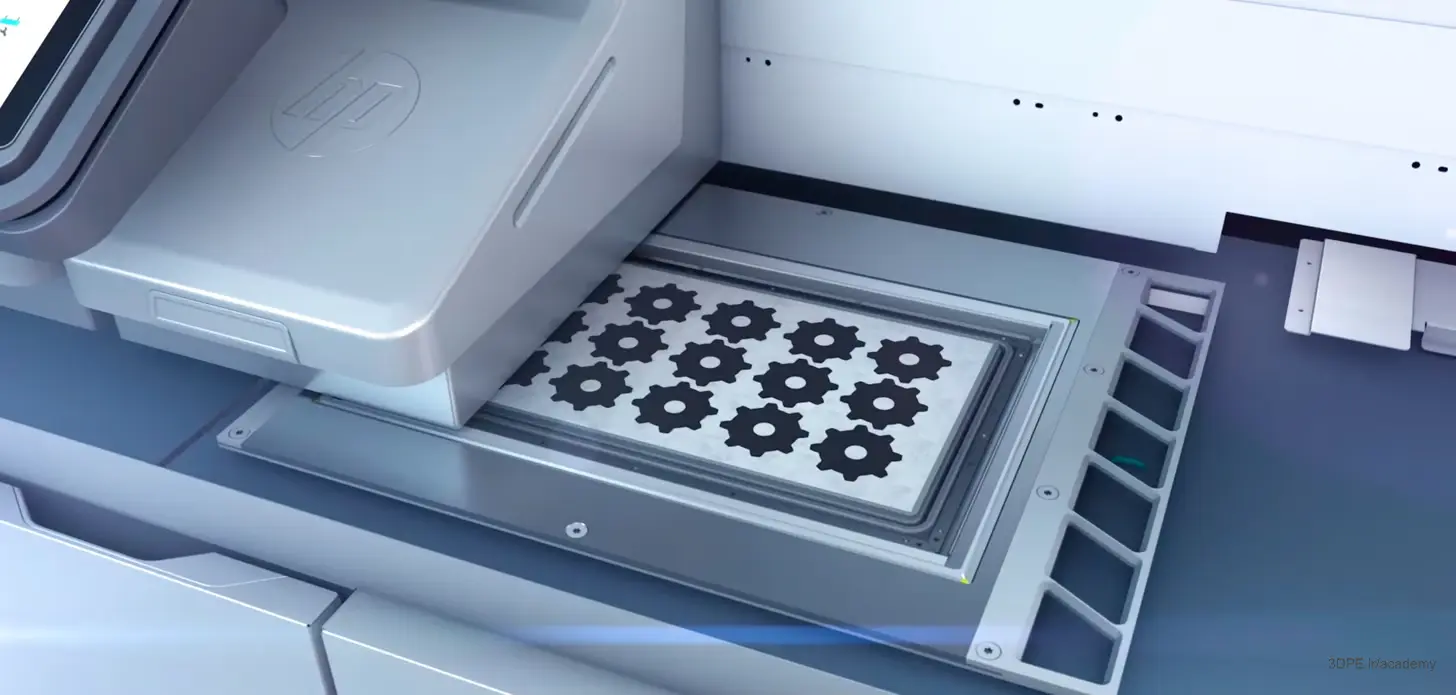
نتیجه سیستمی است که نه تنها برای چاپ قطعهای مثل قاب ساعت با جزئیات ظریف در لبه آن دقیق است، بلکه به اندازه کافی سریع نیز هست که میتواند 1200 عدد از آنها را در یک فرآیند ساخت تنها با هزینه 1.06 دلار برای هر پارت تولید کند.
مانند سایر روشهای چاپ سه بعدی، ماهیت بدون ابزار بایندر جتینگ، سفارشی کردن طرحها را آسان می کند و برخلاف سایر روشها، BJ تولید دستهای را نیز ممکن میسازد، به این معنی که تولیدکنندگان میتوانند چندین نسخه از یک قطعه را در یک چاپ واحد تولید کنند که در نهایت به کاهش هزینههای قطعه کمک میکند.
یکی از حوزههای کلیدی دیگری که در آن سیستمهای BJ برتری مییابند، به ساده بودن مراحل ماشینکاری پس از چاپ قطعات مربوط میشود. برای بسیاری از سیستمهای مبتنی بر لیزر (مثلا SLM)، اولین گام بعد از چاپ، معمولا چندساعت خنک شدن، تمیزکاری، ماشینکاری نیاز است تا سازههای پشتیبانی و قطعات آزاد که به صفحه ساخت جوش خورده، از بین بروند.
در مقایسه، قطعات بایندرجت توسط پودر خام محفظه ساخت پشتیبانی میشوند (همانند روش SLS) و نیاز به پسپردازش زمانبر را از بین میبرند. فقدان ساختار پشتیبانی همچنین به قطعات اجازه میدهد تا بصورت بسیار متراکم تو در تو قرار گیرند (همانند روش SLS) که تعداد قطعات تولید شده در هر نوبت پرینت را به حداکثر میرساند و در نهایت به کاهش هزینههای هر قطعه کمک می کند.
کاهش بیشتر هزینههای قطعه این واقعیت است که برخی از سیستمهای جت بایندر – مثل سری محصول ShopSystem – از پودرهای MIM کم هزینه (Metal injection molding: پودرهای مرسوم قالبگیری تزریقی فلز) استفاده میکنند، به این معنی که مشتریان میتوانند برای تهیه حجم و تنوع پودر فلز مورد نیاز تولید حجمی، به تامینکنندگان معتبر مرسوم بازار تکیه کنند.
در مقایسه، سیستمهای مبتنی بر لیزر دارای منوی مواد محدودی هستند. از آنجاییکه آنها فقط با پودرهای فلزی با اکسیژن کم کار میکنند، هزینه مواد آنها می تواند به 60 دلار در هر کیلوگرم برسد؛ گاهی هزینه قطعات نهایی به صدها دلار در هر کیلوگرم – که برای تولید سری قطعات، بسیار پرهزینه است.
سیستمهای بایندرجت میتوانند پودر خام را بازیافت کرده و مجدداً استفاده کنند (خیلی آسانتر از بازیافت پودر لیزری) – پودر بایندرینگ میتواند تا 99 درصد بازیافت شود که منجر به ضایعات کمتر و بازدهی بیشتر میشود.
یک ویژگی مهم قطعات بایندر جت، ایزوتروپیک یا همسان بودن است (یعنی در همه جهات به یک اندازه قوی هستند). این عامل همیشه برای همه فناوریهای پرینت سه بعدی صادق نبوده است. از آنجا که 3DPrint لایه به لایه ساخته میشود، برخی از قطعات – بسته به روش چاپ – ممکن است در یک جهت از جهت دیگر قویتر باشند. برای جبران تفاوت، طراحان مجبور میگردند جهتگیری قطعات را برای چاپ تغییر دهند تا اطمینان حاصل شود که تنشهای مکانیکی در امتداد قویترین محور آنها کاهش می یابد.
در مقایسه، قطعات بایندر جت در همه جهات به یک اندازه قوی هستند و به مدلسازان و مهندسان آزادی بیشتری برای طراحی و چاپ قطعات به روشی که به بهترین وجه با نیازهایشان مطابقت دارد، میدهد.
«سیستمهای بایندرجت» سریعتر و پربازدهتر هستند و میتوانند به کاهش مخارج تجهیزات کمک کنند و به تولیدکنندگان اجازه دهند تا با سرعت بیشتری هزینه تجهیزات را نسبت به حجم تولید مستهلک کنند. در سمت نیروی کار، با ادامه توسعه اتوماسیون، مخارج کاهش می یابد.
بنظر می رسد تاثیر بایندر جتینگ به فراتر از سطح تولید برسد. یک فناوری کلیدی که شاید باعث ظهور Additive Manufacturing 2.0 شود و امروز در آستانه یک انقلاب قرار گرفته است؛ انقلابی که نحوه تولید بسیاری از چیزهایی را که روزانه استفاده میکنیم، تغییر خواهد داد.
در ادامه این مطلب، همه موارد مهم را همراه با برترین سازندگان محصولات پرینتر بایندرجت موجود در بازار بررسی خواهیم کرد.

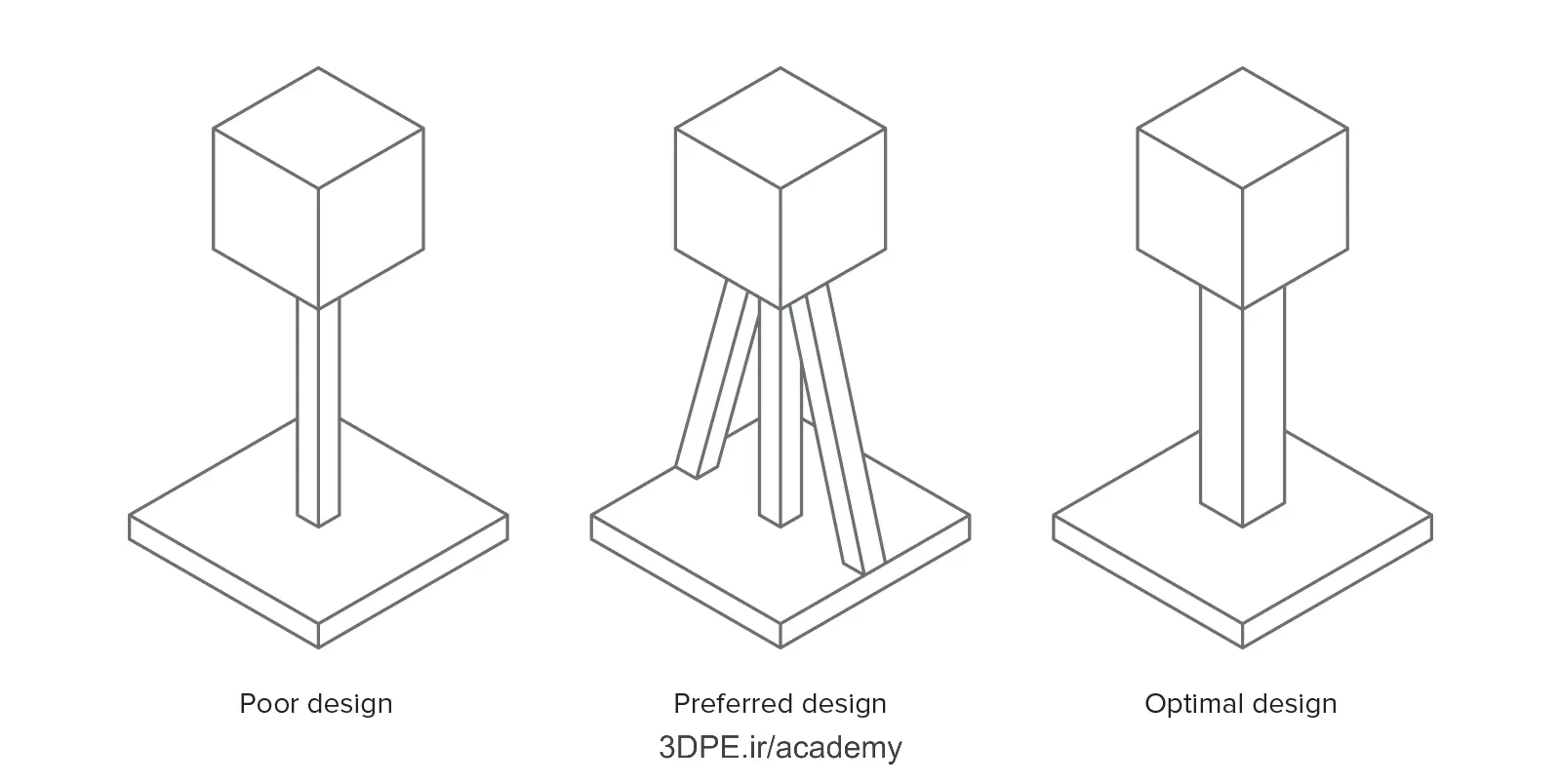
نحوه طراحی قطعات برای Binder Jetting
تکنیک بایندرجت، آزادی طراحی بسیار خوبی را ارائه میدهد، زیرا قطعات در محفظه دمای گرم پایین چاپ میشوند و خطاهای مرتبط با اثرات حرارتی، مانند تابخوردگی روشهای FDM ، SLS و DML/SLM در مایع همبست (اتصال دهنده) بایندرینگ وجود ندارد. علاوه بر این، اکثرا نیازی به ساختارهای پشتیبانی نیست، زیرا قطعات کاملاً محصور توسط پودر اطراف ، مشابه روش SLS، پشتیبانی می شوند.
پس از چاپ ، قطعات در حالت خام یا green شکننده قرار دارند و قبل از آماده شدن برای استفاده، به یک یا چند مرحله پس از پردازش مانند نفوذزدایی – پخت – آبکاری و … نیاز دارند. این امر محدودیتهایی را برای طرحهایی که میتوانند با اتصال مایع چسبنده چاپ شوند، اضافه میکند، زیرا ممکن است ویژگیهای نازک در حالت سبز در هنگام پولیشکاری شکسته شود.
پارامترهای چاپ سه بعدی BinderJet:
در فناوری Binder Jetting، تمامی شاخصهای مرتبط با فرآیند ساخت، توسط کارخانه سازنده تنظیم شده است. ارتفاع لایه یا layer height بستگی به نوع متریال دارد: پرینت رنگی بایندرجت، ارتفاع لایه معمول ۱۰۰ میکرون – برای قطعات فلزی ۵۰ میکرون و قالبهای ریختهگری شن ۲۰۰ تا ۴۰۰ میکرون میباشد. بنابراین فعلا انتظار رزولوشن بسیار بالا در بایندرجت را نداشته باشید، اگر مزیت ارزانی یا رنگی بودن آن را در نظر نگیریم.
ابعاد چاپ با فناوری Binder Jetting نسبت به دیگر تکنیکها، یک سر و گردن بالاتر است. بزرگترین سایز چاپ بایندرجت تا زمان نگارش این مطلب 22001200x600x میلیمتر میباشد. جدیدا ماشینهای بایندرجت عمدتا برای تولید قالبهای شنی بزرگ در کشورهای صنعتی استفاده میشوند.
با توجه به اینکه در Binder Jet قطعه حین ساخت نیازی به چسبیدن به بستر چاپ ندارد میتوان کل مخزن را مورد استفاده قرار داد (bin packing Problem). این فناوری برای تولید گروهی قطعات در رزولوشن معمولی میباشد.
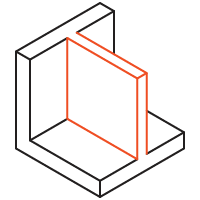
ضخامت دیواره (Wall thickness): 2.0 میلیمتر حداقل ضخامت دیواره توصیه شده برای قطعات تولید شده از طریق اتصال دهنده 2.0 میلیمتر است و تضمین میکند که پارت را میتوان از پودر خارج و بدون آسیب دیدگی قطعه خام green را مدیریت کرد.
دیوارهای پشتیبانی نشده (Unsupported walls): دیوارهای پشتیبانی نشده 3.0 میلیمتر (از جمله باله یا دنده) در معرض خطر بیشتری برای آسیب دیدن در هنگام کار قرار دارند و نباید از 3.0 میلیمتر نازکتر باشد.
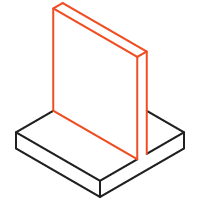
جزئیات برجسته و حکاکی شده (Embossed and engraved details): 0.5 میلیمتر برای اطمینان از جزئیات قابل مشاهده، برجسته و حکاکی شده باید حداقل 0.5 میلیمتر زیر یا بالاتر از سطح باشد.
لبههای پشتیبانی نشده (Unsupported edges): 2.0 میلیمتر – اگرچه قسمتهای اطراف پودر در مراحل ساخت پشتیبانی میکنند، اما لبههای پشتیبانی نشده در معرض خطر شکستن در هنگام کار در حالت سبز قرار دارند. لبه های پشتیبانی نشده نباید بیش از 20 میلیمتر باشد.
فیلت (Fillets): 1.0 میلیمتر – تمام نوارهها و سربندها باید حداقل شعاع 1.0 میلی متر باشد و در تمام لبه های طراحی در صورت امکان استفاده شود. این تضمین میکند که آنها در حالت سبز آسیب نبینند. لبه های قطعات فلزی پس از تورم/پخت می تواند تیز شود. شعاع بویژه برای حفرههای داخلی و کمک به حذف پودر و ساخت دقیق از اهمیت ویژهای برخوردار است.
اندازه سوراخ (Hole size): Ø 1.5 میلیمتر برای سوراخ کردن با موفقیت چاپ حداقل قطر نباید کوچکتر از 1.5 میلیمتر باشد.
فرار از سوراخها (Escape holes): 5.0 میلیمتر – برای از بین بردن پودر مازاد محصور درون قطعه، سوراخهای فرار باید در طراحی قرار گیرد. درز نشت باید حداقل به قطر 5.0 میلیمتر باشد و استفاده از حداقل 2 سوراخ فرار توصیه میشود.
اندازه ویژگی (Feature size): 2.0 میلیمتر – نگرانی اصلی در مورد اندازهگیری حداقل اندازه ویژگی، پتانسیل آسیب است. اگرچه این فرایند قادر به تولید قطعات با جزئیات بسیار خوب است، اما مدیریت رسیدگی به قطعات بسیار شکننده در حالت خام است که مسئله اساسی است. به همین دلیل حداقل اندازه ویژگی 2.0 میلیمتر توصیه میشود.









بسته به نیاز شما، BJ نسبت به قالبگیری تزریقی یا سایر روشهای چاپ سهبعدی مزایای متعددی دارد. این فناوری بویژه در سرعت میدرخشد، زیرا هدهای چاپ ریزش مواد آن سریعتر از پرداخت نقطهای – خطی لیزر، پرتوهای الکترونی یا اکستروژن کار میکنند.
بر اساس تحقیقات امیر مصطفایی، استادیار گروه مهندسی مواد، مکانیک و هوافضا در مؤسسه فناوری ایلینوی، جت بایندر در حال تسلط بر سایر بخشهای تولید، بهویژه قالبگیری تزریقی فلز است، زیرا مواد و فرآیندهای مشابهی دارند و اندازه و جزئیات هندسی، مانند ضخامت دیوار در آنها یکسان است.
قطعات حاصل از سیستمهای بایندرجت پس از چاپ به فرآیند پخت و ماشینکاری نیاز دارند. سیستم بایندرجت حوزه قطعات ابزارهای صنعتی یا طرحهای استفاده نهایی بهتر است با مواد دیگری ترکیب و نفوذ داده شود تا ماتریس دلخواه یا مواد کامپوزیتی بادوام ایجاد کند. مواد پودری خاص مانند فلزات پس از چاپ، ابتدا عملآوری و سپس با حرارت همجوشی میشوند تا چگالی بالایی حاصل گردد.
بایندر جت با سایر تکنیکهای افزودنی متفاوت است: در مقایسه با روشهای دیگر تولید افزودنی بویژه بدلیل خروجی حجمی بالا مشهور میباشد. در میان فناوریهای تولید افزودنی، BJ رویکرد ساده و سریع، شبیه به چاپ دو بعدی دارد. بایندر (همان ماده چسباننده) هنگام حرکت در هر لایه پودر مانند جوهر روی کاغذ یکباره عمل می کند تا محصول نهایی را تشکیل دهد. در مقابل، بسیاری از اشکال دیگر پرینت سه بعدی با یک نقطه – اغلب لیزر یا نازل – قطعاتی را می سازند که مواد را اکسترود، ذوب یا جوش میدهد. چنین فرآیندهایی به مواد و زمان بیشتر و حجم محدودتر نیاز دارند تا هر قسمت را با یک نقطه، لایه به لایه cure کنند.
پرینت مستقیم از رندرهای سه بعدی فایل CAD به صاحبان کارگاههای ریختهگری این امکان را میدهد تا زمان طولانی سازگاری و تبدیل و هزینههای بالای الگوسازی سنتی از چوب یا فلز را حذف کنند. آزادی طراحی تولید افزودنی بایندرجت، همچنین به طراحان اجازه میدهد تا قطعات ساخته شده با فرآیند ریختهگری قابل اعتماد را نوآوری کنند (ایجاد هندسههای پیچیده و یکپارچهای که امکان سبکسازی و عملکرد بهینه قطعه را فراهم میکند و با فرآیندهای سنتی امکانپذیر نیست).
به دلیل سرعت بالا و انعطافپذیری مواد، جت بایندر در بین روشهای پرینت سه بعدی بهعنوان یک فناوری که میتواند تولید سنتی با حجم بالا را متحول کند و مزیتهای طراحی، هزینه و پایداری را به ارمغان بیاورد، یگانه شده است.





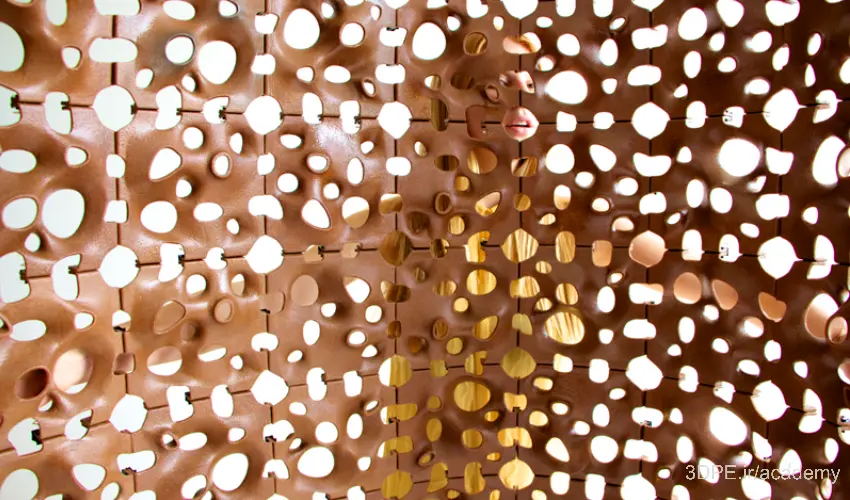
بایندر جت رنگی Full Color BINDER JETTING
همانطور که قبلا هم گفتیم، فناوری چاپ بستر پودر و نازل بایندرجت، امکان ساخت قطعات تمام رنگی را نیز فراهم کرده است. این مزیت در کشورهای صنعتی بخوبی برای تولید حجمهای توپوگرافیک رنگی با هزینه کم استفاده میشود.
چاپ اتصال پودری یکی از فناوریهای قدیمی است اگرچه لزوماً برای بسیاری از افراد آشنا نیست. این امر در اصل با ریختن لایههای ریز از یک پودر قابل مصرف و به دنبال آن پاشش تحت فشار (جت) جوهر اتصال دهنده (بایندر)، انجام میگردد، که هر لایه حین ساخت خشک و به موجودیت جامد طراحی تبدیل میشوند. در این روش میتوان از تک چسب ساده تا ترکیب کامل 4 تایی جوهرهای چسبان، بمعنای رنگ کامل استفاده کرد و پرینت دقت مناسب برای طیف وسیعی از برنامهها مانند معماری، تولیدات پزشکی و ابزار ایجاد نمود. قطعات رنگی بایندرجت شکننده هستند و کاربرد مکانیکی ندارند اما این تکنیک ما را قادر میسازد تا ایدههای متنوعی ایجاد کنیم.
متریال تمام رنگی بایندرجت، پودر ماسه سنگ یا PMMA powder یا برخی پودر پلیمرها و پودر مواد خوراکی میباشد. طبق توضیحی که در بالا هنگام شرح دادن مراحل ساخت بایندرجت دادیم، نازل جت ابتدا ماده چسبناک را پاشیده و سپس جوهر رنگی ریخته میشود. رنگهای جوهر همانند پرینترهای رومیزی کاغذی جوهرافشان حالت CMYK بوده که ترکیب رنگی متنوعی ایجاد میکند.
Binder Jetting با جوهر و ماده اتصال دهنده بر روی گچ (ماسه سنگ) یا پودر PMMA بطور همزمان، چاپهای تمام رنگ را تولید میکند.
پس از چاپ، قطعات برای بهبود استحکام بخشی و تقویت نشاط رنگها با سیانواکریلات (Super Glue یا ابرچسب) پوشانده شدهاند. سپس یک لایه اپوکسی دوم نیز می تواند برای بهبود بیشتر قدرت و ظاهر رنگ اضافه شود. حتی با وجود این مراحل اضافی، قطعات جتینگ رنگی شکننده هستند و برای قطعات عملکردی توصیه نمیشوند.
مطلب مرتبط: چاپ سه بعدی رنگی پلیجت چیست؟
در Binder Jetting رنگ از طریق دو روش برای مدل سه بعدی CAD اعمال می شود: رویکردی بر سطح per face یا نقشه بافت texture map.
استفاده از رنگ per face سریع و آسان برای اجراست اما منجر به جزئیات کمتری خواهد شد. اکثر بستههای نرم افزاری CAD اجازه میدهند تا رنگ به هر چهره یک المان طراحی اختصاص یابد و پرونده میتواند بعنوان VRML (زبان مدل سازی واقعیت مجازی) صادر شود.
استفاده از texture map برای اعمال رنگ بسیار پیچیدهتر عالیست و باید بر اساس استاندارد نرم افزاری به آنها نزدیک شد (per software basis). فایلهای حاوی بافت (Texture file) بطور کلی فرمت JPEG یا PNG هستند. پس از اختصاص تمام بافتها، مدل بطور معمول بعنوان یک فایل VRML یا X3D صادر می شود.
باز هم تکرار میکنیم که قطعات رنگی پرینت BJ مقاومت کمی دارند و کاربرد آنها به پروتوتایپینگ بصری محدود میشود.
چاپ سه بعدی / اتصال اتصال دهنده یکی از فناوری های قدیمی است اگرچه لزوماً برای بسیاری آشنا نیست. این امر در اصل با ریختن لایه های ریز از یک پودر قابل مصرف ، و به دنبال آن چاپ جت جوهر اتصال دهنده ، انجام می شود ، که هر لایه ای می سازند خشک می شوند ، جامد می شوند و به موجودیت جامد طراحی تبدیل می شوند. به دلیل این روش ، می توان از چهار ترکیب چاپی کاملاً ساده تا کامل از طریق جوهر های چسبان موجود ، به معنای رنگ کامل ، چاپ های دقت بالا برای طیف وسیعی از برنامه ها مانند معماری ، تولید پزشکی و ابزار ایجاد کرد. پایان دادن به چاپ ، ما را قادر می سازد تا نتیجه نهایی قوی و پایدار ایجاد کنیم. فن آوری Jetting Binder در خانه ما این امکان را به ما می دهد تا ایده های متنوعی ایجاد کنیم.
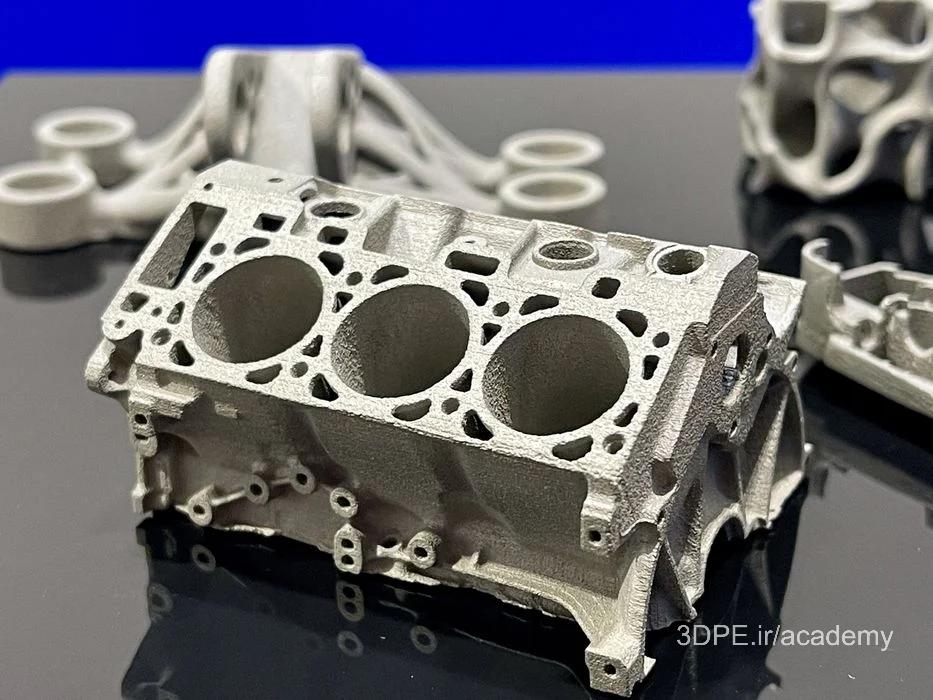
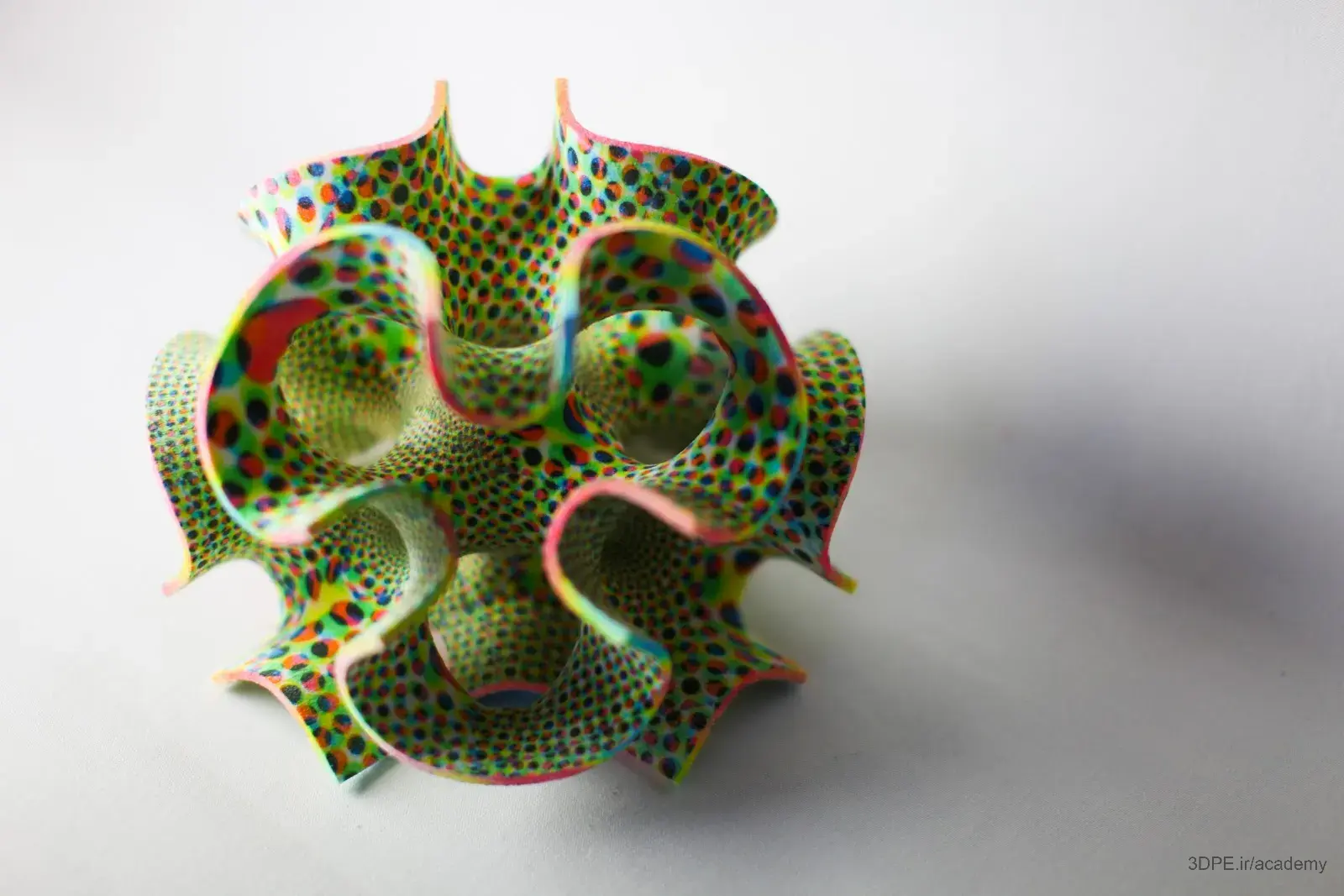
بایندرجت فلزی METAL BINDER JETTING
جت بایندر فلزی به دلایلی که در بالا ذکر شد، یک فناوری بسیار جذاب برای تولید قطعات آلیاژی است، بعلاوه یک نکته بسیار مهم که بطور خاص به فلز مربوط می شود: سبک وزن بودن.
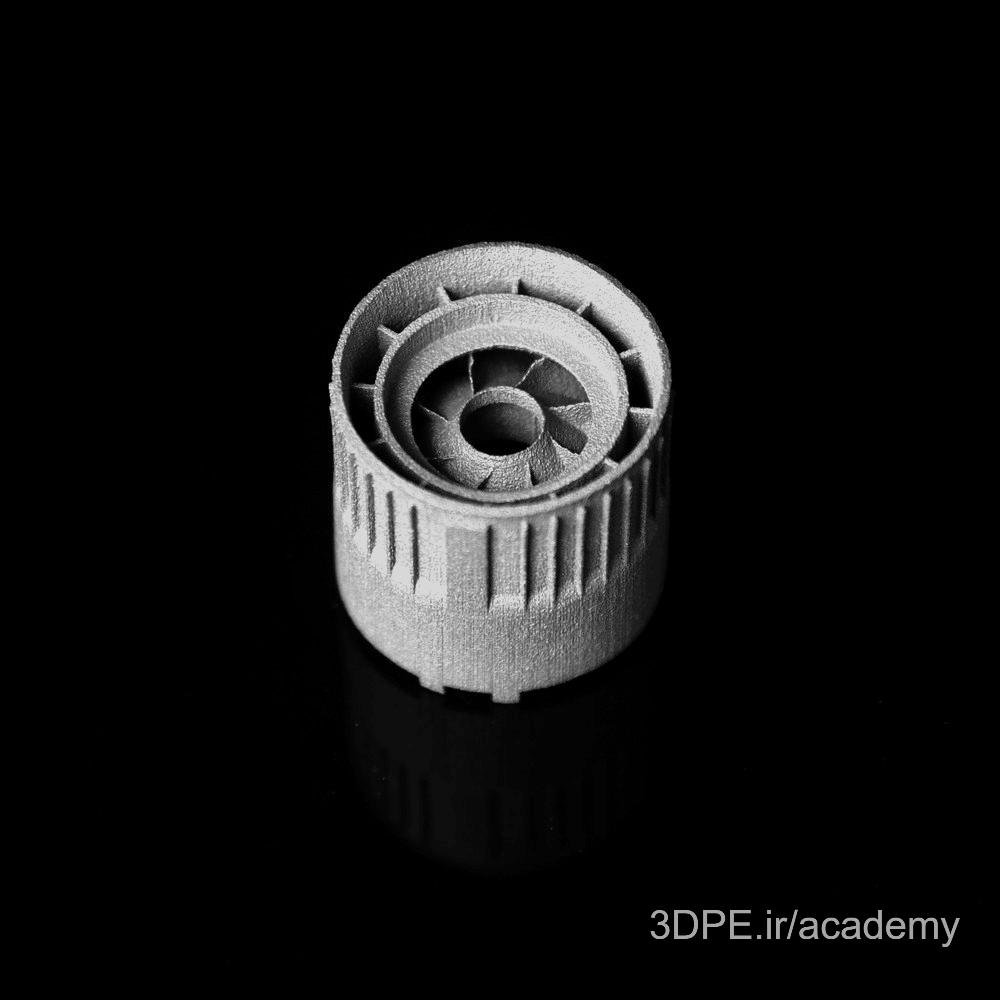
پرینت فلز با تکنیک بایندرجت به میزان ۱۰ برابر اقتصادیتر از روشهای چاپ فلزی SLM یا EBM میباشد. ابعاد چاپ در این روش بسیار بزرگتر بوده و به ساختار ساپورت نیازی نیست، بنابراین ساخت فرمهای هندسی پیچیده ممکن شده و اثرات بدی روی قطعه باقی نمیماند. میانگین رزولوشن ۵۰ میکرون است و برای قطعات کیفیت متوسط مناسب خواهد بود. شاید بایندرجت کاربردی در تولید پارتهای فلزی اصطلاحا high-end نداشته باشد اگرچه جدیدا دستگاههایی با دقت سطح بهتر مثلا 35 میکرون از HP عرضه شدهاند.
شاخص دقت و مقاومت در این تکنیک بسته به فرمت هندسی مدل، تنوع زیادی ایجاد میکند و نمیتوان به قطعیت ضریبی عمومی برای آن تعریف کرد. بطور مثال اشیایی با طول ۲۵ تا ۷۵ میلیمتر، ضریب آبرفتگی یا shrink به میزان 0.8 تا 2 درصد خواهند داشت؛ در پارتهای بزرگتر ضریب shrink تا 3 درصد تخمین زده میشود. بنابراین تعیین ضریب shrink یکسان، مسئله پرچالشی در بایندرجتینگ فلزی میباشد و برای داشتن قطعهای مناسب، همکاری فنی طراح با اپراتور ماشین بایندرجت بسیار ضروریست.
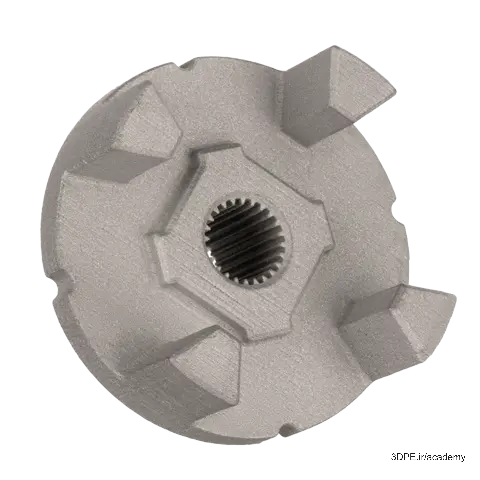
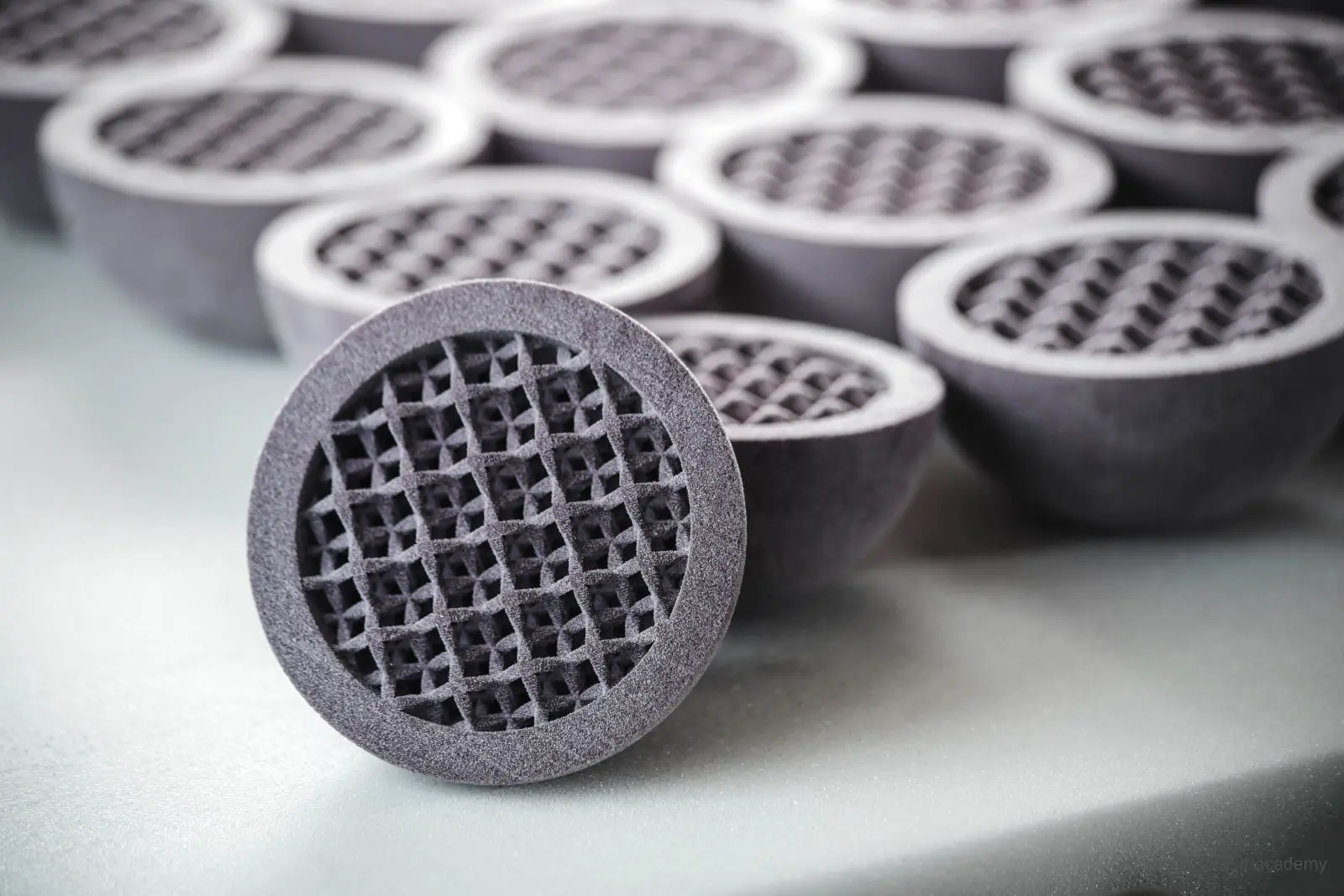
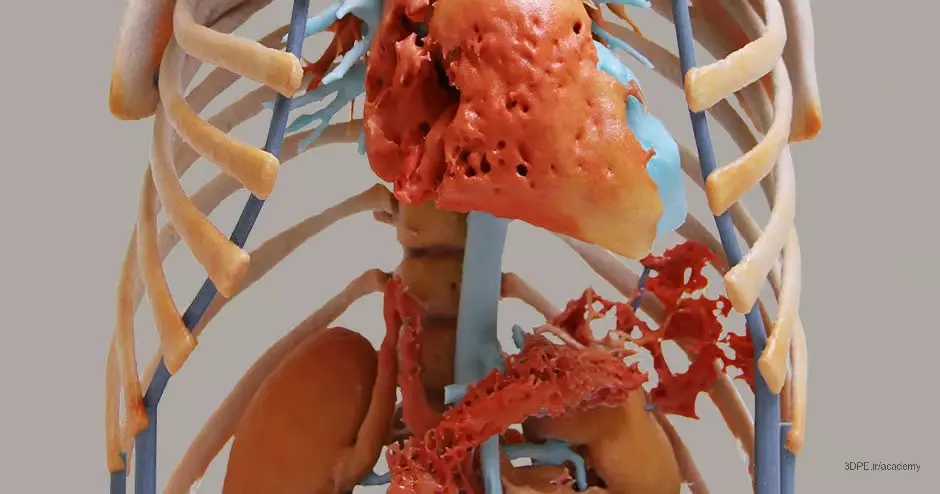
از آنجاییکه بایندرجت فلزی بجای فرمهای ساده یا سالید میتواند پارت مرکب با طرحهای پیچیده پرینت کند، قطعات بدستآمده در عین استحکام نسبی، بسیار سبکتر هستند. ویژگی تخلخل بایندر جتینگ همچنین میتواند برای دستیابی به قطعات انتهایی سبکتر برای کاربردهای پزشکی مانند ایمپلنتها استفاده شود.
همانند سایر فرآیندهای تولید افزودنی، جت بایندر میتواند اجزای پیچیدهای با کانالها و ساختارهای داخلی تولید کند که نیاز به جوشکاری را از بین میبرد و تعداد قطعات و وزن اجزا را کاهش میدهد. طراحی مجدد قطعات فلزی شما برای جت بایندر می تواند منجر به کاهش چشمگیر مواد استفاده شده و هدر رفت شود.
بطور کلی، خواص مواد قطعات جت بایندر فلزی تا حد قابل قبولی معادل قطعات فلزی تولید شده با قالبگیری تزریقی فلز است و یکی از مدرنترین روشهای تولید سریعتر قطعات گروهی فلزی است. بعلاوه، قطعات بایندرجت صافی سطح بالاتری در کانالهای داخلی نشان میدهند.

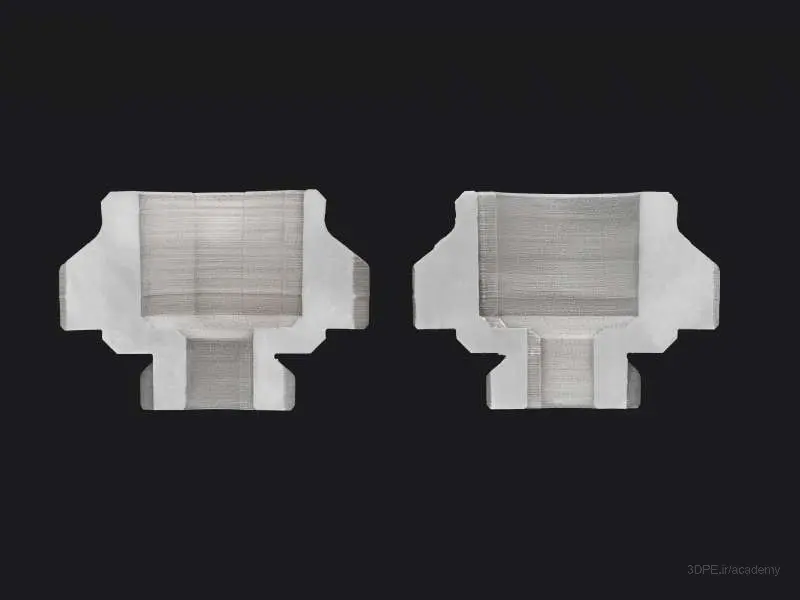
قطعات بایندر جت همجوشی شده یا پالایش شده (مراحل پس از پرینت) با وجود کاهش خلل فرج بیرونی، همچنان از قسمت داخل کمی نفوذپذیر هستند یعنی پس از infiltrationتراکم یا چگالی ۹۰ درصد و پس از sintering تراکم یا چگالی ۹۷ درصد ایجاد میشود. با توجه به هدف کاربری از قطعه، نفوذپذیری داخلی شاید خواص استحکامی قطعه را کاهش دهد: ترک خوردگی، فرسودگی، ضریب شکستگی و کشسانی به خاطر خلل و فرج درونی در این قطعات باید در نظر گرفته شود.
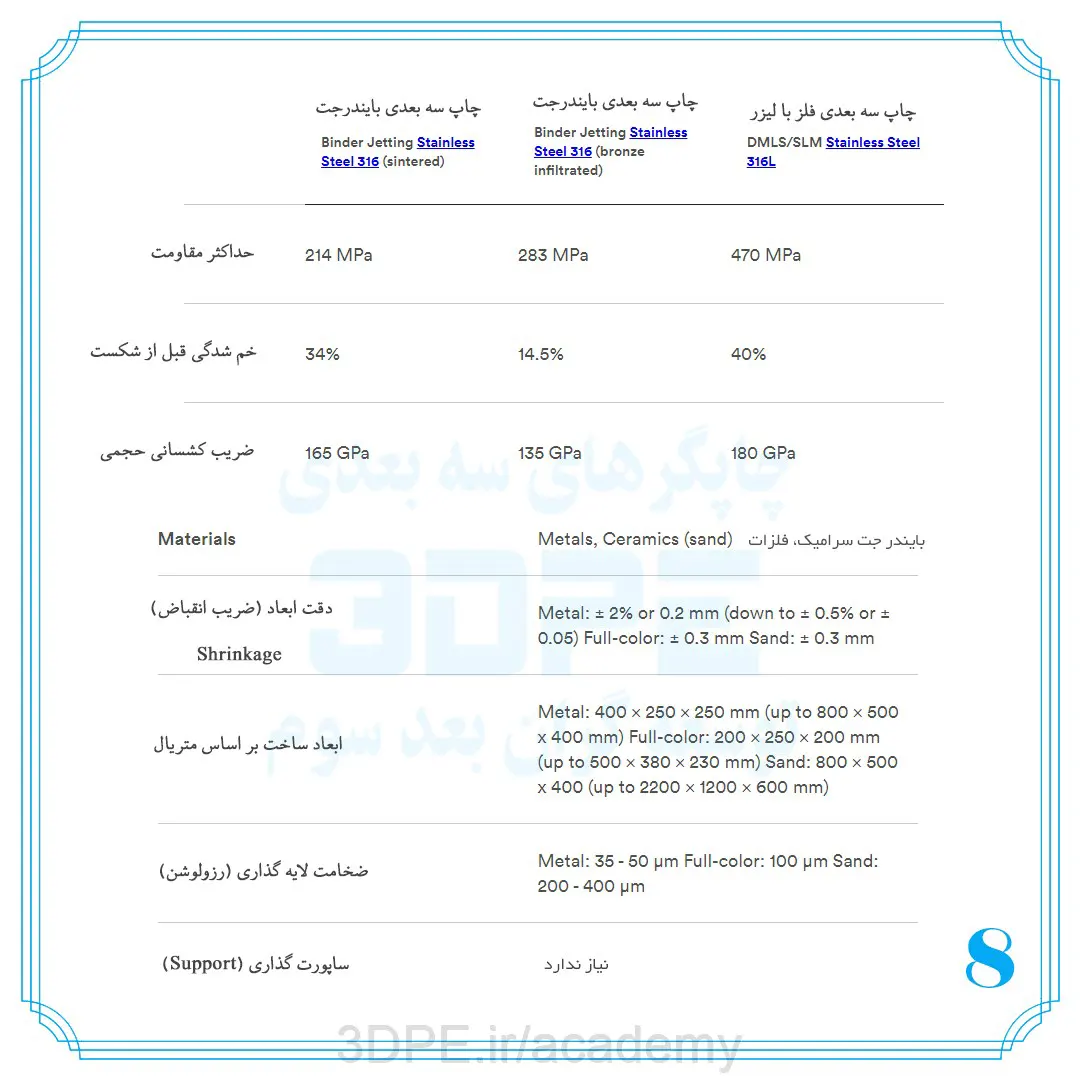
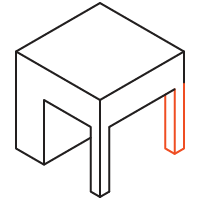
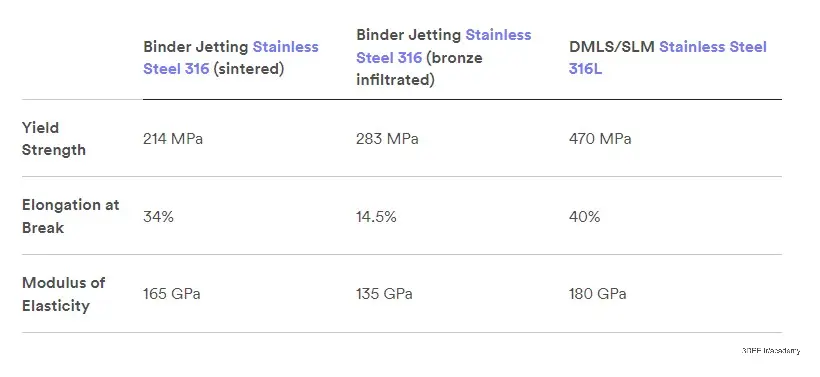
نکته: میتوان با فرآیندهای پیشرفته فلزکاری مثل Hot isostatic pressing:HIP نفوذپذیری داخلی را حذف نمود که هزینه و زمان بیشتری را می طلبد و شاید کار منطقیتر استفاده از فناوری پرینت فلزی SLM میباشد. در عکس زیر کمیتهایی که توضیح دادیم را در روشهای پرینت BJ و SLM مقایسه کردهایم.


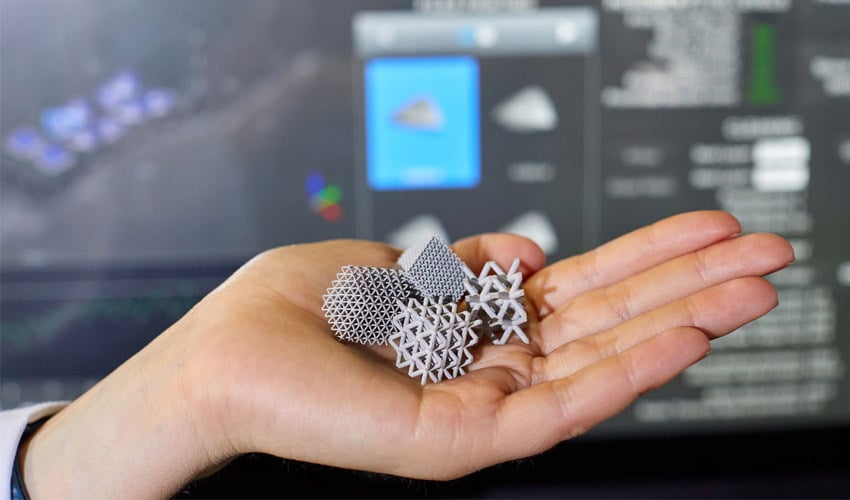
برترین پرینترهای سه بعدی Binder Jet فلزی بازار

HP Metal Jet S100
hp.com/us-en/printers/3d-printers/products/metal-jet.html

چاپگر بایندرجت Markforged PX100
markforged.com/3d-printers/px100

سری محصولات Desktop Metal Shop System, X-Series & Production System
desktopmetal.com/products/shop
desktopmetal.com/products/production
میانگین قیمت: 150.000 تا 200.000 دلار

بایندرجت پلیمری POLYMER BINDER JETTING

فرآیند جت کردن بایندر پلاستیکی شامل پودر پلاستیک و یک ماده اتصال دهنده مایع شبیه به نسخه فلزی میباشد، اما چندین زیرشاخه و فناوریهای ثبت شده وجود دارد که تعریف بایندرینگ پلاستیکی را به مقوله ای دشوار تبدیل کرده است.
ما در این مطلب میخواهیم وسیعترین دیدگاه ممکن را داشته باشیم و هر روشی را که از پودر پلیمر و یک عامل اتصال مایع استفاده میکند، درج کنیم.
جت بایندر پلیمری با یک پودر معمولاً نوعی نایلون شروع میشود که در یک لایه نازک روی سکوی ساخت پخش میشود. سپس هدهای جوهرافشان یک ماده چسب مانند (یا مایعات دیگر، از جمله جوهرهای رنگی، مایعات قابل ذوب یا جذبکننده تشعشع و سیالات مغناطیسی) را دقیقاً در جاییکه پلیمر باید روی هر لایه بهم وصل شود، پخش میکند.
در برخی روشها، یک واحد گرمایش متصل به سر جوهرافشان یا روی یک کالسکه جداگانه وجود دارد که بخشهایی از لایه را که سیال را دریافت میکنند، حرارت میدهد. روشهایی که شامل این مرحله گرمایش میشوند، نسبت به روشهایی که این کار را نمیکنند، قطعات قویتری ایجاد میکنند، زیرا پودر پلیمر اساساً بجای چسباندن، بیشتر همجوشی میشود.
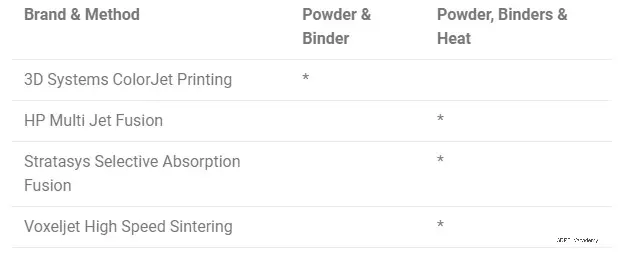
جت بایندر دارای گرما، مانند Multi Jet Fusion، قابل مقایسه با فناوری SLS (همجوشی انتخابی لیزر) است که از لیزر برای ذوب پودر پلیمری استفاده میکند اما MJF سریعتر است، سطح صافتری ارائه میدهد و میتوانید مقدار بیشتری از پودر را دوباره استفاده کند.

HP، خالق فناوری MJF، ممکن است از قرار گرفتن در دسته جت بایندر خودداری کند، حتی اگر راه حل Metal Jet آن بعنوان Binder Jet تبلیغ شود. تکنولوژی پلیمری این شرکت به دلایل بسیاری یک روش جداگانه منحصربفرد است ولی چون MJF شامل یک پودر پلیمر و یک مایع اتصال جت شده است، بنابراین ما آنرا در اینجا قرار میدهیم.
در فرآیند HP Multi Jet Fusion، یک جوهر جاذب تشعشع با استفاده از هد چاپ به بستر پودری وارد میشود. از طرف دیگر، مناطقی که قرار نیست چاپ شوند، با یک مایع چاپ دوم، یک عامل جزئیات، خنک میشوند. پس از چاپ هر لایه، انرژی از طریق یک لامپ مادون قرمز وارد میگردد.
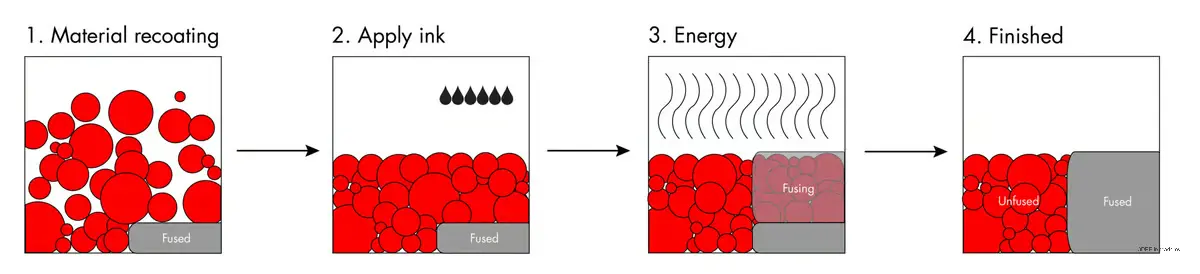
HP تنها تولیدکننده پرینترهای سه بعدی نیست که گرما را در فرآیندی که بنظر می رسد یک فرآیند جتبایندر است معرفی کرده است. Voxeljet فناوری زینترینگ سریع پلیمر High Speed Sintering (HSS) را توسعه داد که در آن یک لایه نازک از پودر پلاستیک، مانند PA12 یا TPU، روی یک سکوی ساخت گرم اعمال میشود. سپس یک هد چاپ جوهرافشان در تمام سطح پلتفرم حرکت و با جوهر جذبکننده نور مادون قرمز، مناطق خاصی از سکو را مرطوب یا نفوذ میکند. سپس سکو با نور مادون قرمز تابش میشود و نواحی جوهردار گرما را جذب میکنند که لایه پودر زیرین را متخلخل کرده درحالیکه پودر چاپ نشده، شل باقی میماند. سپس قطعات قبل از برداشتن به روشی کنترل شده در محوطه ساخت خنک میشوند.
کمپانی Stratasy فناوری مشابه دیگری بنام گداخت جذبی انتخابی (Selective Absorption Fusion : SAF) دارد که مجدداً گرما را در فرآیند ترکیب میکند. این فرآیند پودر پلیمری از یک مایع جذب مادون قرمز استفاده کرده تا ذرات متریال را در لایهها با هم ترکیب کند و قطعات را بسازد. بدنبال آن در معرض انرژی مادون قرمز قرار میگیرد که باعث میشود نواحی دارای HAF ذوب شده و با هم ترکیب شوند. این روند تکرار میشود تا همه قسمتها کامل شوند.

پس از چاپ، قطعات پلاستیکی از بستر پودری خود خارج میشوند و اغلب می توانند بدون هیچ گونه پردازش یا ماشینکاری، سریعا مورد استفاده قرار بگیرند. همچنین میتوان قطعات را با مواد دیگری پر کرد یا برای افزایش استحکام، پخت و یا جلا و رنگ کرد.
جت بایندر پلیمری، مانند فلزات، دارای طیف وسیعی از مزایای انحصاری است:
مزایای بایندرجت پلیمری
- تولید چند رنگ عالی (فعلا فقط در شرکت 3D Systems)
- سرعت چاپ بالا
- انعطافپذیری طراحی بدون نیاز به ساختار پشتیبانی
- نرخ بالای بازیافت مواد
- پرداخت سطح با کیفیت بالا
- خواص مکانیکی ثابت
چالش BJ پلیمری : مواد آن تا حدودی محدود است و گاهی قطعات آن کمی آسیبپذیر خواهند بود.
در نهایت، اجازه دهید برخی از اصطلاحات و سردرگمیهای کلمه “جت” را روشن کنیم. فناوری چاپ سه بعدی دیگری بنام “جت مواد یا Material Jet” وجود دارد که معمولا از متریال فتوپلیمرهای مایع قابل درمان با اشعه ماوراء بنفش استفاده و روی سطح ساخت پرتاب میشوند و فوراً توسط نور UV پخته میگردند. در MJ هیچ پودر یا مایعات چسبنده وجود ندارد. چندین سازنده پرینتر سه بعدی معروف دستگاههای «متریال جت» مختص خود را دارند، مانند MultiJet از 3D Systems و PolyJet از Stratasys – پس یادتان نرود؛ اینها دستگاههای بایندرجت نیستند اگرچه در برخی رفرنسها، فناوری BJ شاخهای از روشهای MJ دستهبندی میشود.
شرکت 3DSystems و محصولات CPJ 860Pro و CPJ 660Pro
3dsystems.com/3d-printers/projet-cjp-660pro

محصولات HP Jet Fusion 5420W, 5200, 4200
hp.com/us-en/printers/3d-printers/products/jet-fusion-5420w.html
میانگین قیمت: 350.000 تا 500.000 دلار
پرینتر Stratasys H350
stratasys.com/en/3d-printers/printer-catalog/saf/h350
میانگین قیمت: 150.000 تا 200.000 دلار

پرینتر Voxeljet VX200 HSS & VX1000 HSS
voxeljet.com/industrial-3d-printer/serial-production/vx1000-hss
voxeljet.com/industrial-3d-printer/prototyping/vx200-hss
میانگین قیمت: 200.000 دلار

بایندر جتینگ متریال سرامیک CERAMIC BINDER JETTING

انتظار میرود BJ به فرآیند مهمی برای تهیه قطعات سرامیکی صنعتی تبدیل شود، زیرا میتواند بر مشکلات متعددی که در فرآیند آمادهسازی سرامیکی معمولی ظاهر میشوند؛ مانند دشواری تهیه قطعات سرامیکی به شکل پیچیده و انقباض فرآیند زینترینگ، غلبه کند. (طبق یک تحقیق جامع توسط محققان دانشگاه پلی تکنیک شمال غربی چین).
پرینتر سه بعدی متریال سرامیک چیست؟
بایندر جت مزایای ذاتی برای تولید افزودنی سرامیکها (آلومینا، زیرکونیا، سیلیکور، نیترید آلومینیوم، نیترید سیلیکون و غیره) از جمله سرعت چاپ، اندازه ساخت، انتخاب مواد و انعطاف پذیری دارد. با این حال، این تنها راه برای چاپ سه بعدی سرامیکهای تکنیکال نیست. صنعت سرامیکسازی در حال حاضر دارای طیف وسیعی از دستگاههای استریولیتوگرافی (SLA) و پردازش نور دیجیتال (DLP) رزین فتوپلیمری سرامیک است.
معرفی انواع متریالهای رزینی استریولیتوگرافی
BJ به رشد خود ادامه میدهد و پیشرفتهای آینده آن برای چاپ ذرات اندازه کوچک با پودرهای سرامیکی قابل همجوشی همچنان به استقبال گستردهتری خواهند رسید.
چاپگر Voxeljet VX200 & VX1000
voxeljet.com/industrial-3d-printer/prototyping/vx1000
voxeljet.com/industrial-3d-printer/prototyping/vx200

DesktopMetal سری ایکس و shop system
desktopmetal.com/products/xseries
میانگین قیمت: 150.000 تا 200.000 دلار

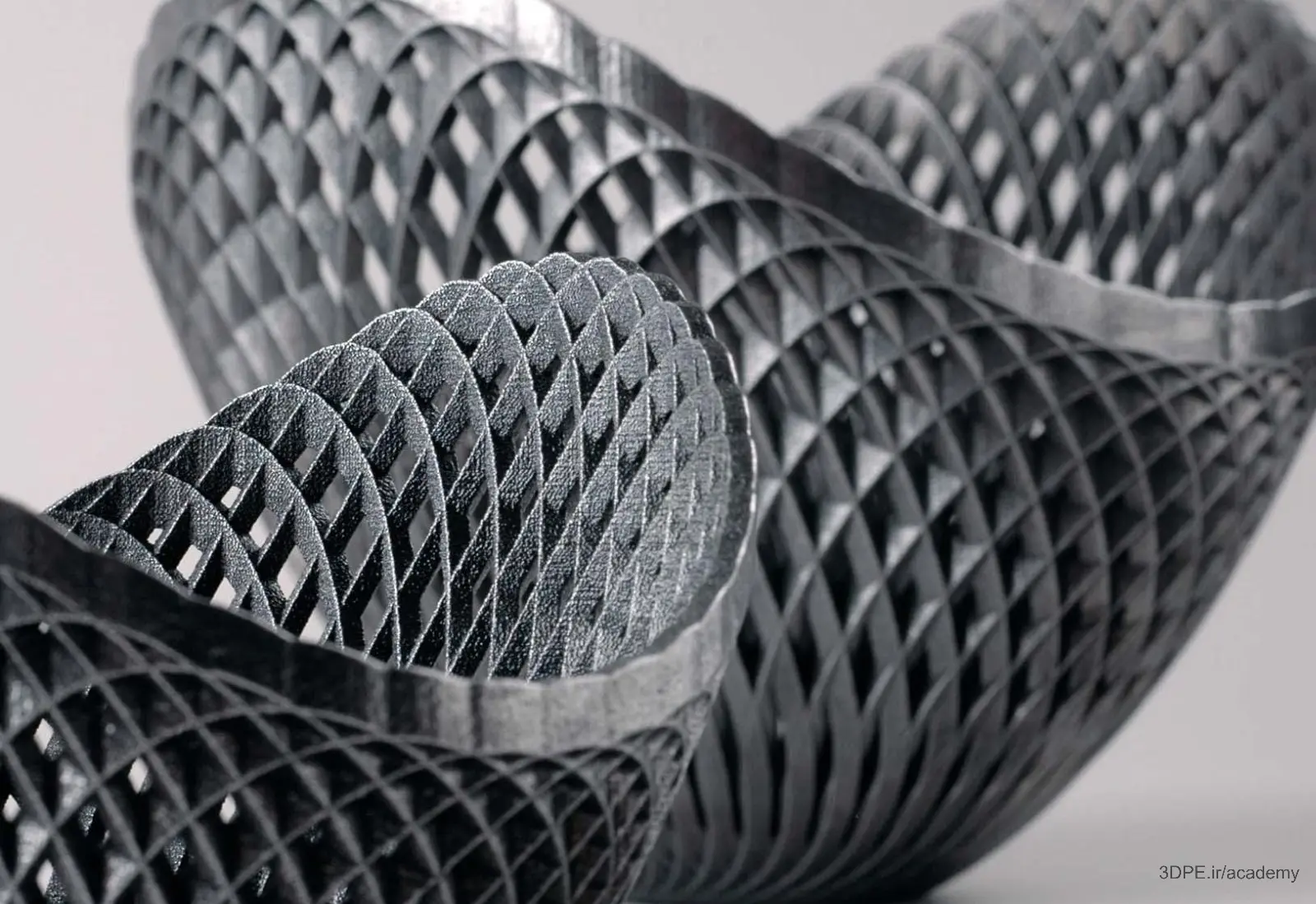
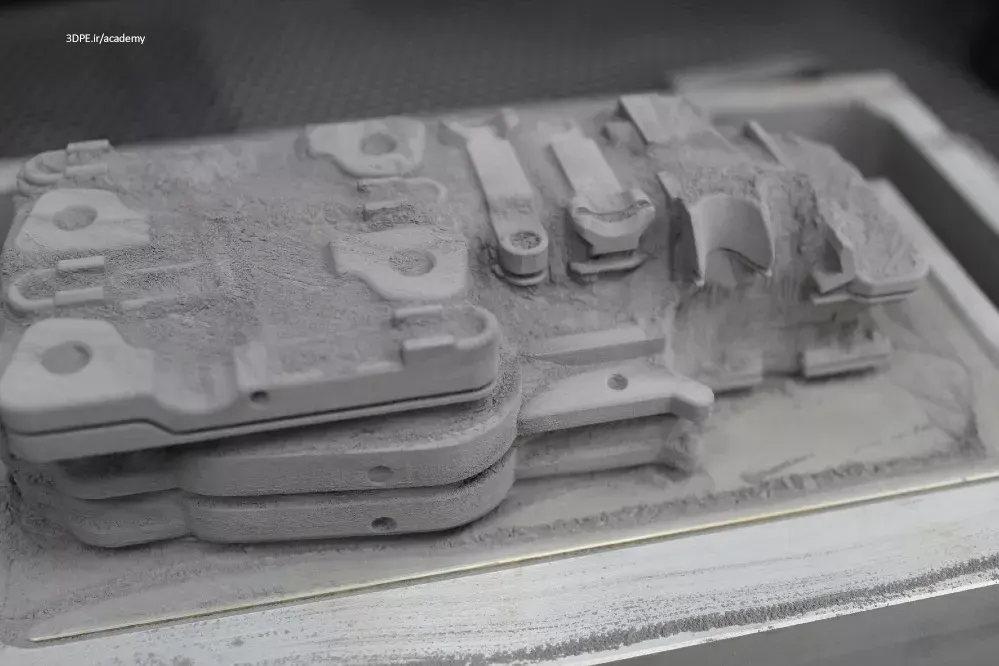
بایندرجت شنی SAND BINDER JETTING

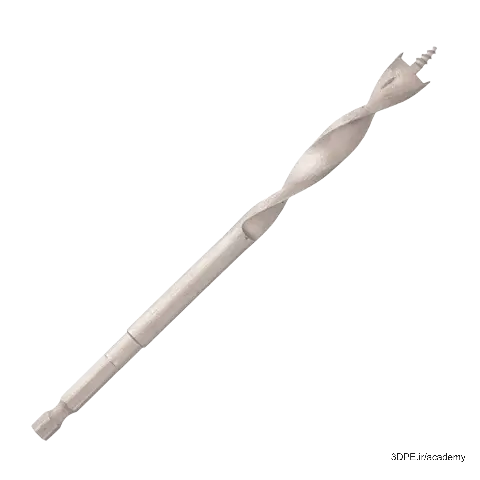
تولید قالبها، مدلها و هستههای بزرگ ریختهگری شن و ماسه یکی از رایجترین کاربردها برای BJ میباشد. هزینه کم و سرعت فرآیند مناسبش آنرا به یک راه حل عالی برای صنعت ریختهگری تبدیل کرده است. طرحهای الگوی پیچیدهای که تولید آنها با استفاده از تکنیکهای سنتی بسیار دشوار یا غیرممکن است، میتوانند در عرض چند ساعت چاپ شوند.
آینده توسعه صنعتی همچنان تقاضاهای زیادی را برای ریختهگری و تامین کنندگان دارد. پرینت سه بعدی شن و ماسه در مرحله خیز پتانسیل خود است.







شرکت CMET
cmet.co.jp/en-sand-casting-meister
cmet.co.jp/en-material-sand



CMET یک برند ژاپنی است که دو چاپگر سه بعدی متریال شنی را با استفاده از فناوری بایندرجت ارائه می دهد. این شرکت ادعا میکند که واحدهایش سریعترین هستند. این سیستم از شن و ماسه مصنوعی خشک (G-CCS) استفاده مینماید و ماسه را میتوان مکرر بازیافت کرد. همچنین یک فرآیند پخت در دمای اتاق وجود دارد که عملیات حرارتی را حذف میکند، بنابراین قالبها و هستهها را میتوان بلافاصله پس از برداشتن ماسه برای فرآیند ریختهگری استفاده کرد.
SCM-800II دارای حجم ساخت 800x400x400 میلیمتر و SCM-1800 تقریبا دو برابر اندازه آن در 1.8x1x0.75 متر است.














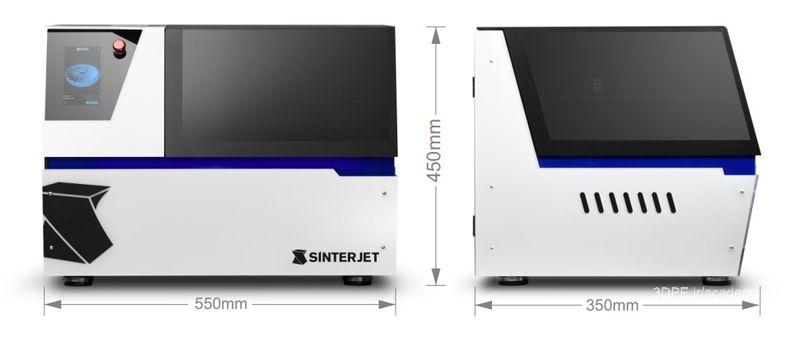
گردش کار ساده و تجربه کاربری لذتبخش
ساخت قطعات فلزی همیشه چالش برانگیز بوده است. اکنون به لطف رابط کاربری بصری Sinterjet M60، گردش کار ساده و قدرت پردازش داخلی تغییر کرده است. تنها چیزی که در حال حاضر مورد نیاز است مدل دیجیتال شماست و شما در عرض چند دقیقه قطعات را تولید میکنید. در مقایسه با روشهای استاندارد تولید، یک پیشرفت عظیم است.
جابجایی آسان پودر و تغییر مواد
برای اطمینان از حداقل تلاش در حمل پودر، Sinterjet M60 با یک BuildBox قابل جابجایی ساخته شده است. این سیستم ورودی/خروجی آسان میتواند کارایی شما را افزایش داده و روند تبدیل مدل به قطعه را کاهش دهد.
چند روش شگفتانگیز دیگر بایندر جتینگ

در ماهیت تئوریک روش BJ، استفاده از مایع برای چسباندن پودر میتواند برای ترکیبهای بیشماری محلول و پودر از شکر گرفته تا ابریشم و خاک اره اعمال شود. در زیر دو نمونه برجسته از میزان پتانسیل Binder Jeting بعنوان یک روش ساخت گسترده آورده شده است.


























سرویسهای آنلاین خدمات چاپ بایندر جتینگ

اگر آماده سرمایهگذاری و خرید سیستم BJ نیستید، خدمات آنلاین جهانی با این ماشینآلات تخصصی بمنظور ارائه قطعات مورد نیازتان وجود دارد، خواه تک قطعهای یدکی باشد یا 10000 قطعه تولید سریالی.
سازندگان مواد افزودنی قراردادی یا شرکتهای خدمات چاپ سه بعدی همه چیز ارائه می دهند، از یک پلتفرم آپلود و طراحی دیجیتال که در آن میتوانید سفارش داده و قطعه خود را در کمتر از چند روز دریافت کنید تا خدمات مشاوره و مهندسی بسیار جامع برای کل فرآیند تولیدتان. بسیاری از سازندگان چاپگرهای سه بعدی، خدمات پرینت هم ارائه می دهند که راهی عالی برای آزمایش قابلیتهای تجهیزات آنها قبل از خرید است.
FAQ
سوالات متداول بایندر جت
آیا بایندر جتینگ از گرما یا لیزر در فرآیند ساخت استفاده میکند؟
خیر، Binder Jet از آن نظر استثنایی است که از گرمای شدید برای خشک کردن قطعات استفاده نکرده، بنابراین از تاب خوردگی و تنشهای باقیمانده که ناشی از گرما میباشد، جلوگیری میشود. محفظههای ساخت بایندر اغلب گرم میشوند، اما نه به اندازهای که دیگر انواع چاپگرهای صنعتی لازم دارند. بر خلاف SLS و SLM که باید پرتو لیزر بمنظور ایجاد گرما و همجوشی پودر پلیمر بکار رود در BJ از ماده اتصال مایع (Binder) برای چسباندن قطعات استفاده میشود.
آیا پرینت سه بعدی بایندرجت اقتصادی است؟
بله، Binder Jet معمولا یک روش چاپ سه بعدی صنعتی ارزان ردهبندی میگردد زیرا انرژی و حرارت کمی مصرف میکند و بر خلاف سایر روشها نیازی به لیزرهای وات بالا، فرآیند جوشکاری الکتریکی و محفظه خلاء ندارد. قطعات بسرعت در آن تولید میشوند و در نتیجه هزینه عملیاتی کمتری برای هر قطعه خواهد داشت. این فناوری دقیق و تولید آن مقیاسپذیرست که آنرا برای تولید گروهی قطعات کوچک با حجم بالا ایدهآل میکند (البته نه به اندازه حجم تولید انبوه تزریق قالبی).
در فرآیندهای جت بایندر از دو ماده استفاده می شود – پودر و مایع چسب. اگر استوک پودر MIM باشد (پودرهای مرسوم قالبسازی فلزی)، ارزانتر از خوراک پودر آلیاژی سایر روشهای AM خواهد بود و از محدودیتهای ذرات مشابهی که در تکنیکهایی مانند ذوب انتخابی لیزر (SLM) لازم است، اجتناب میکند.
مراحل پس از پرینت یا ماشینکاری بایندرجت چیست؟
پس از اتمام فرآیند چاپ، قطعات ابتدا با بادزنی – برس نرم از باکس پودر خام (سطل ساخت) جدا و تمیز شده، سپس با توجه به نوع متریال مصرفی یا باید Curing شوند: مثل حرارت کم – سمباده سبک – آبکاری – رنگ و … (اگر پلیمری یا سرامیکی هستند) یا در دو مرحله حرارت زیاد داده شوند (اگر فلزی هستند) تا یک قطعه مفید صنعتی تولید گردد.
آیا بایندر جتینگ به ساختار نگهدارنده بخشهای آویزان نیاز دارد؟
خیر، زیرا قطعات توسط پودر خام محصور در یک جعبه کار نگهداری میشوند و نیاز به ساختارها و تکیه گاههای اضافی را از بین میبرد.
از چه موادی می توان در بایندر جتینگ استفاده کرد؟
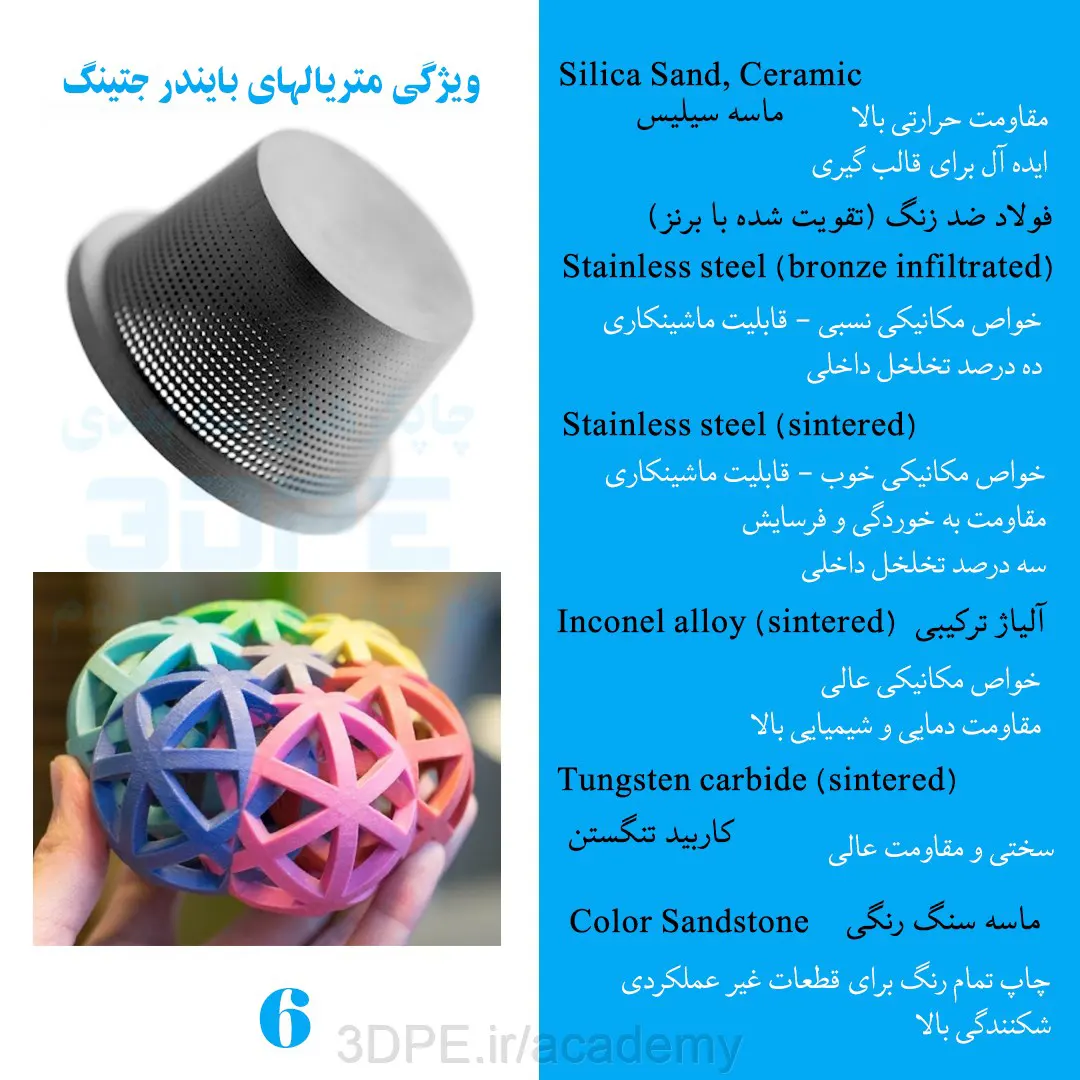
انواع پودر فلزات، ماسه (سرامیک)، پودر سیلیس و پودر پلیمرها، پودر چوب و پودر مواد خوراکی در BJ میتوانند قطعات تک رنگ یا تمام رنگی را تولید کنند. البته در برخی صنایع خاص، فناوری پرینت Binder Jet شاید با محدودیت متریال مواجه شود.
آیا بایندر جتینگ برای ایجاد قطعات فلزی با تلرانسهای تنگ مناسب است؟
بله، بسته به مواد استفاده شده و روش همبست (مایع چسبانده یا بایندر). دو فرآیند ماشینکاری حرارتی Infiltration (نفوذ) و Sinter (درهمجوشی) قطعه آلیاژی را بطور قابلتوجهی منقبض کرده و به فلزات بایندر جت شده، برتری قدرتی نسبت به برخی روشهای پرینت فلزی میدهد.
محدودیت پرینتر بایندر جت چیست؟
Binder Jetting سریعتر و اقتصادیتر از بسیاری از فناوریهای دیگر است. دستگاههای بایندر جت میتوانند با استفاده همزمان از چندین سر پرتاب مواد بایندیگ (چسب پیوند) در چندین مکان، بسرعت چاپ کنند و دهها یا حتی صدها قطعه را در یک ساخت واحد تولید کنند. با این حال، قطعات فلزی تولید شده توسط Binder Jetting دارای وضوح سطح پایینتری نسبت به قطعات DMLS/SLM هستند (پرینت پودر فلزی پرتو لیزر / پرینت پودر فلزی غیرمستقیم). قطعات خام (Green State) آن بسیار شکننده بوده و شاید حین ماشینکاری پس از پرینت آسیب ببینند.
آیا Binder Jetting سریعتر از سایر تکنیکهای چاپ سه بعدی است؟
بله و خیر. بایندرجت کردن یک قطعه ممکن است به دلیل زمان پس از پردازش کند باشد، اما برای تولید دستهای سریع است. مراحل پس از پرینت مانند زینترینگ یا اقداماتی که برای بهبود سطح، افزودن رنگ یا پوشش قطعات انجام می شود، زمان بیشتری میبرد. ولی در مقایسه با SLS یا SLM که گرمای شدید حین پرینت قطعه اعمال میشود و مدت زمان زیادی نیاز به خنک شدن دارند؛ در BJ فاقد حرارت، قطعات سریعتر درون باکس ساخت، خشک میگردند.



در این مطلب فهمیدید که فناوری Binder Jet یکی از عظیمترین و در عین حال اقتصادیترین روش پرینت در دنیای امروز را ممکن کرده است. قطعات فلزی BJ با هزینه کمتری نسبت به تکنیکهای SLS و SLM قابل تولید است و امکان پرینت قطعات بزرگ، حجمهای پیچیده هندسی بدون خطاهای مرسومی مثل wrapping برای طراحان و مهندسین فراهم شده است – BJ برای تولید و نمونهسازی گروهی قطعات تا کیفیت متوسط ایدهآل است اما گاهی قطعات بایندرجت پلیمری خواص مکانیکی ضعیفتری نسبت به SLS دارند (چون ساختار بین پیوندی ضعیفتر و ضریب تخلخل درونی بالاتر دارند). بهترین کاربرد چاپ BJ در تولید قالبهای ریختهگری بزرگ شنی با جزییات خوب، هزینه کم و زمان سریع میباشد.
در هر حال با وجود توانایی خوب بایندرجتینگ در ارائه جزییات چاپ، فراموش نکنید که فرمهای هندسی باید سخت و مقاوم بوده تا حین عملیاتهای پس از پرینت همچون sintering و infiltrated و پولیش و آبکاری دچار شکستگی نشوند.

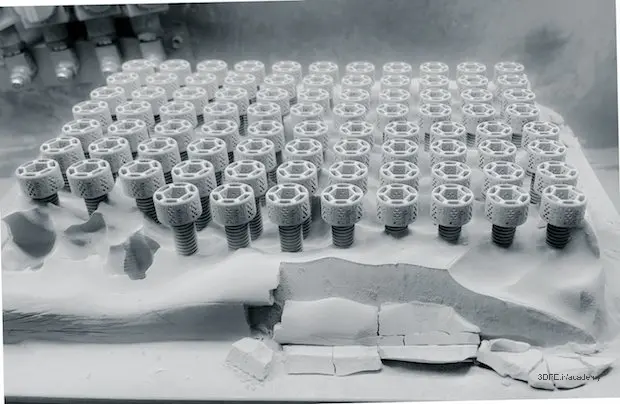
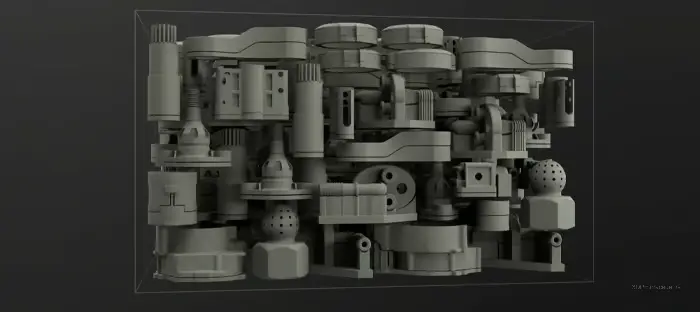
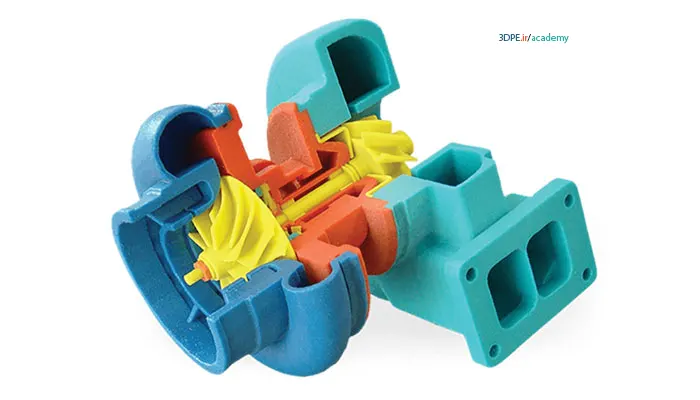
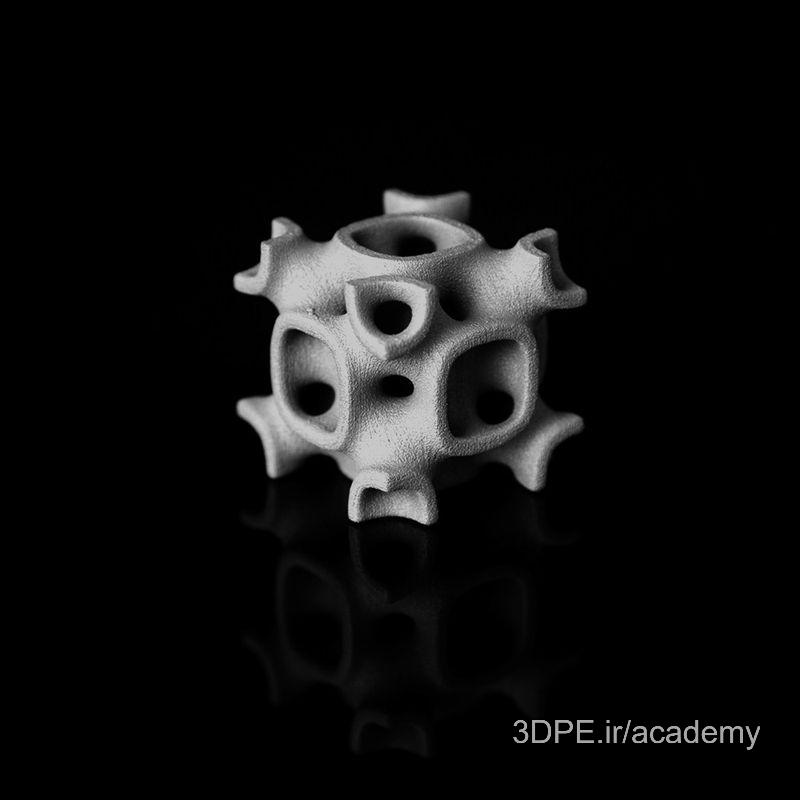
در بین تمامی شاخه های BJ – چاپ سه بعدی ماسهای یک فناوری تولید انعطافپذیر میباشد؛ Sand Binder Jetting با پودرهای فلز، سرامیک، ماسه و کامپوزیت سازگار است. بنابراین، این فناوری به انواع بسیاری از برنامههای صنعتی پاسخ میدهد. ماسه در طرحهای پیچیده متنوعی قابلیت چاپ بایندری دارد و میتواند با رزین سخت کننده نفوذ داده شود تا محصولات مصرف نهایی منحصربفردی تشکیل دهد (مانند عکس فوق). مدیای پرینت و نوع بایندر برای هر نوع برنامه تولید صنعتی قابل سفارشی شدن است. نکته مهمی که باید در نظر گرفته شود: ترکیب مناسب تکنولوژی و مواد متناسب با این نیازهاست.

حرف آخر:
مهمترین استراتژی در بایندر جتینگ مربوط به ادغامپذیری آن است: مانند هر فناوری تولید افزایشی دیگری، Binder Jetting هم یک راه حل مستقل نیست (نمیتواند تماما جایگزین تولید سنتی شود)، اما برای تحقق بخشیدن به پتانسیلش، باید در اکوسیستم صاحبان صنعت، از طراحی تا ماشینکاری ثانویه، به روش اصولی ادغام شود. مثلا از لحاظ تئوری، همه سرامیکها با بایندر جتینگ سازگار هستند، مشروط بر اینکه ابر چسب مناسبی استفاده شود و پودرها، دانههای کروی یا قابل پخش باشند. سرامیکهایی که در این فرآیند تولید میشوند باید نسبت به سایر فناوریهای رقیب سنتی مزیت داشته باشند. آلومینا، زیرکونیا، کاربید بور یا کاربید سیلیکون نفوذی همگی پودر سرامیکهایی هستند که در جت بایندر استفاده می شوند اما نمیتوان همه موارد صنعتی را پوشش داد؛ شما باید یک پروژه خاص را در ذهن داشته باشید که با سایر روشها توجیه پذیر نیست؛ در غیر این صورت، شاید انتخاب فرآیند بایندر جت سرامیکی چندان اقتصادی نباشد. علاوه بر این، موفقیت در این روش فقط محدود به استاندارد سازندگان چاپگر نیست؛ بلکه باید بر دانش سرامیک، سیکلهای پخت و عواقب انقباض زینترینگ روی محصولات نهایی در پرینت بایندر جت مسلط باشید.
