-
مرحله اول: پیدا کردن Layer Height
قبل از شروع کار باید مواردی را در نظر بگیرید: در هر فایل و بسته به نوع پرینت سه بعدی، باید با Layer Height متفاوتی کار کنید. تنظیم این عدد از پایه قبل از شروع کار مهم است زیرا به شما در تخمین نقاط (ارتفاع) شروع و پایان، هنگام طراحی مدل سه بعدی کمک میکند. فرضاً با این تنظیم به پرینتر اعلام میکنید که در لایه ۱۴ متوقف شود و نه در لایه ۱۴٫۴۸۳؛ این تنظیمات ساده در کیفیت و درستی عملکرد پرینتر سه بعدی بسیار تاثیرگذار است.
نکته مهم دیگری را فراموش نکنید: لازم است رزولوشن را هم تنظیم میکنیم، برای این آموزش ۰٫۲۵ میلیمتر را در نظر گرفتیم. توجه کنید که تمامی ارزیابی ها روی محور Z بر این عدد بخش پذیر هستند؛ مثل ۰٫۵۰, ۱٫۷۵, ۲٫۰۰
تمامی موارد بالا را به تدریج توضیح میدهیم تا مفهوم آنرا کامل درک کنید.
-
مرحله دوم: ساخت مدل سه بعدی:
از نرمافزار CAD دلخواه خود برای طراحی یک مدل استفاده کنید، فقط فراموش نکنید که Layer Height را در نظر بگیرید.
ترفند آماده سازی مدل سه بعدی برای چاپ دو رنگ با نرم افزار Simplify3D
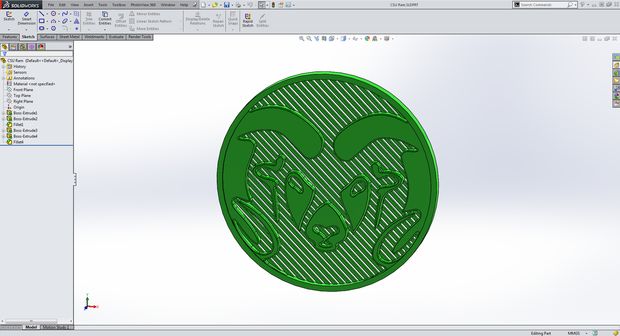
در این آموزش تصمیم گرفتیم از مدل سه بعدی یک لوگو استفاده کنیم. فایل سه بعدی دو رنگ آماده را دانلود کنید. در این فایل برای زیباتر شدن، یک هاشور به عنوان پس زمینه قرار داده شده است. ضخامت دیواره این هاشور ۱٫۰۰ میلیمتر و ضخامت تصویر ۳٫۰۰ میباشد. حلقه خارجی احاطه کننده طرح هم برابر ۰٫۵۰ میلیمتر است.
| مقاله مرتبط: آموزش پرینت سه بعدی دو نازل با نرم افزار Cura |
توجه کنید که تمامی این کمیتها بر عدد Layer Height در اندازه ۰٫۲ بخش پذیر هستند. اگر مدل را خودتان طراحی میکنید در آخر باید فرمت STL را به نرمافزار slicer منتقل کنید. در صورتی که مدل آماده لینک بالا را دانلود کردید، موارد گفته شده بالا را بررسی و سپس در نرمافزار slicer باز کنید.
-
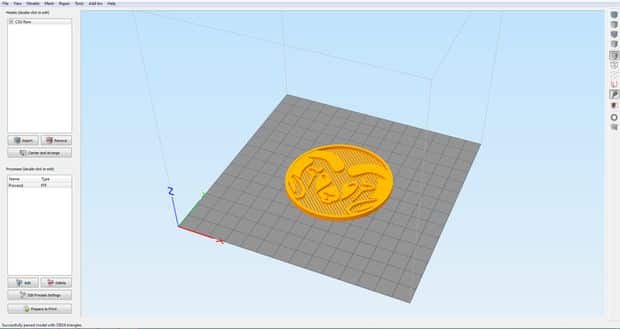
مرحله سوم: import در نرمافزار اسلایسر:
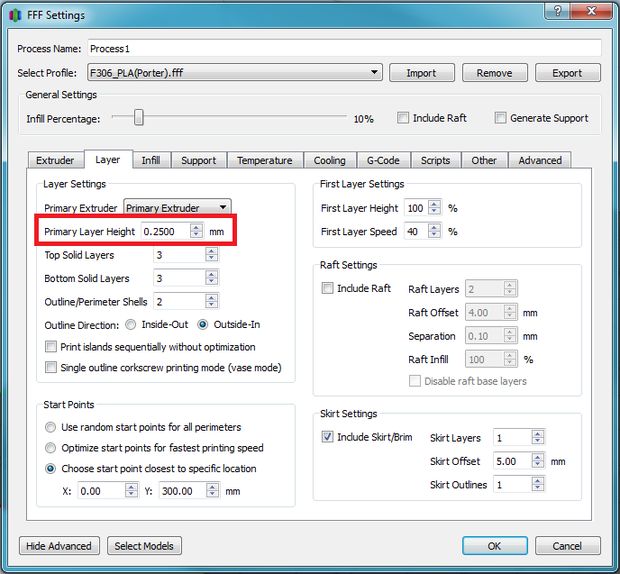
در این آموزش، از نرمافزار Simplify3D که کاربردهای زیادی دارد، استفاده میکنیم. تنظیمات را طبق عکسهای زیر انجام دهید (معمولا در تمامی slicerها گزینه ها یکسان است). در صفحه اصلی نرم افزار، سمت چپ و پایین روی دکمه edit process setting کلیک کنید. به تب layer رفته و گزینه primary layer height را تنظیم کنید: این همان مباحث Layer Height که قبلاً صحبت کردیم است؛ آنرا روی ۰٫۲۵۰۰ میلیمتر بگذارید (در این حالت پرینت سه بعدی با ساختار طراحی سازگار میشود).
-
مرحله چهارم: تنظیم نقاط (ارتفاع) یا Start and Stop Height:
به طور کلی در نرمافزار سیمپلیفای (simplify3d)، پرینت سه بعدی طی یک proccess آماده سازی میشود. در این فایل با توجه به دو رنگ بودن، دو proccess خواهید داشت: یکی برای بخش هاشوری پایینی و دیگری تصویر اصلی بالا. در آخر دو فایل جداگانه فرمت Gcode ساخته میشود که هر کدام یک رنگ را تشکیل میدهد.
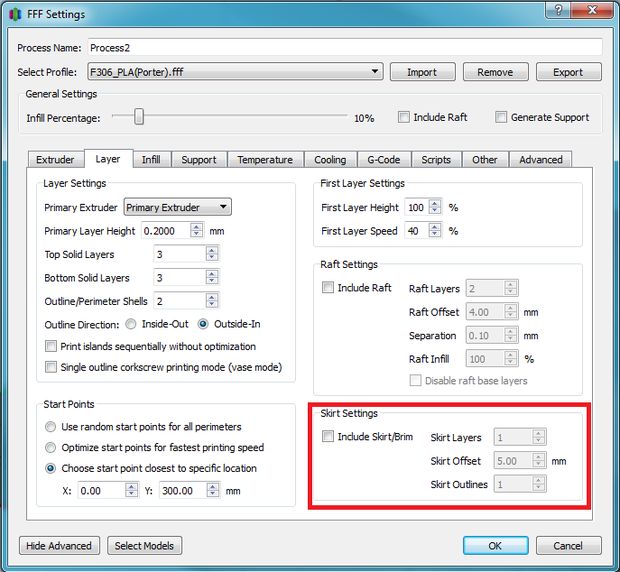
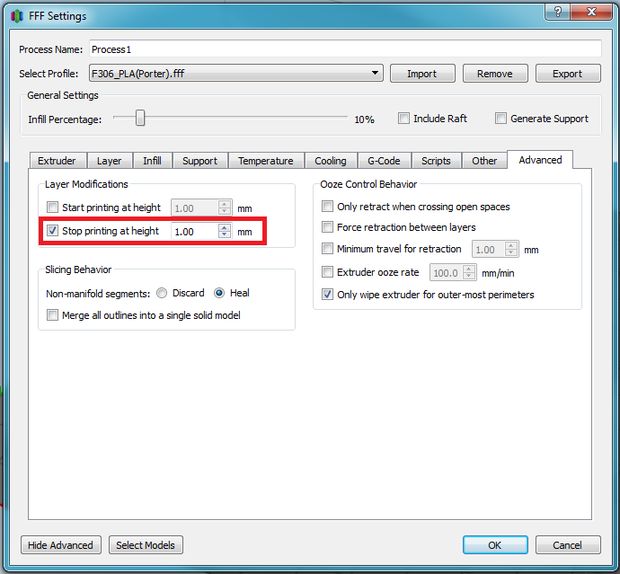
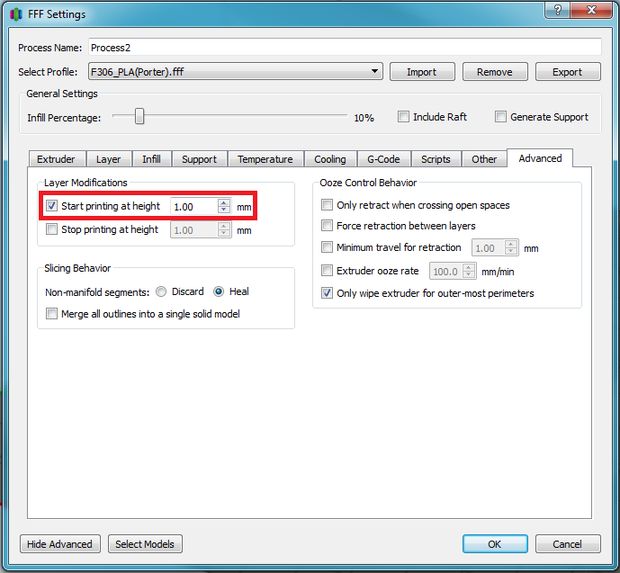
ابتدا در تب advace دو گزینه stop printing at height را روی ۱٫۰۰ میلیمتر بگذارید. در همان تب، در سمت راست پایین، بخش skirt setting را به صورت زیر تنظیم کنید:
skirt layers: 1
skirt offset: 5.00
skirt outline: 1
دقت کنید که حتماً تیک این قسمت حذف شود. در این فایل نیازی به احاطه کننده در لایه اول نداریم (منظور از skirt یک حلقه دور مدل است که در لایه اول توسط پرینتر سه بعدی زده میشود).
چون گفتیم فایل ما دو process دارد، تا حالا فقط یک process انجام شده، عین همان را در process دوم تکرار میکنیم؛ با این تفاوت که در تب layer به جای گزینه stop printing at height ، در پروسس دوممان گزینه start printing at height را فعال و روی یک میلیمتر تنظیم میکنیم.

پس برای هر مرحله پس از اتمام باید یک process را فعال کنیم:
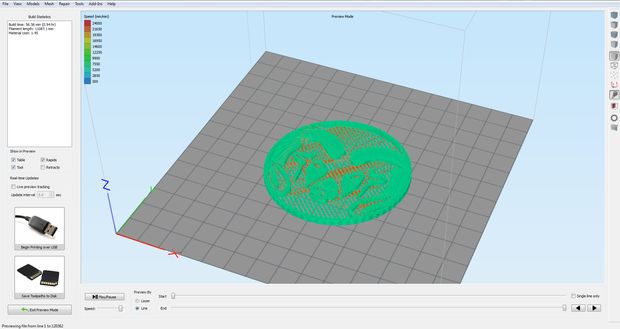
پس از تنظیم هر مرحله در بخش edit process setting روی ok کلیک کنید. اکنون دکمه prepare to print را زده و صبر کنید تا پردازش انجام شود (نیازی به mode section نیست چون تنها یک پروسس در هر بار ایجاد میشود). در preview mode دو حالت برای خروجی گرفتن دارید: اگر پرینتر سه بعدی به کامپیوتر حاوی این نرمافزار وصل و شناخته شده است، باید گزینه being printing over usb را بزنید. در غیر این صورت باید در sd card فایل Gcode را خروجی بگیرید، بنابراین دکمه Toolpaths to Disk را بزنید.
نکته: هر فایل جی کد، را با نام مناسب خروجی بگیرید فرضاً برای بخش پایه عناوینی مثل base و بخش رویین عنوان top یا شبیه اینها باشد (نامگذاری فقط انگلیسی انجام میشود). هر اسمی میگذارید مشخص و قابل فهم باشد تا بعداً اشتباه نکنید.
-
مرحله ششم: تغییر کدهای فایل Gcode:
در این مرحله، مهمترین بخش کار را انجام میدهید. بیشترین سورپرایز در پرینت سه بعدی دو رنگ و امکان مختل شدن فرآیند اکسترودر به علت تنظیمات غلط این قسمت است (مثلاً نرمافزار به پرینتر سه بعدی در وسط کار دستور میدهد که از ارتفاع bed دوباره شروع به کار کند).
برنامه نوت پد را در ویندوز باز کنید.فایل بخش بالا که ما در اینجا با نام top خروجی گرفتیم را در نوت پد باز کنید. اگر در بخش باز کردن فایل نوت پد، جی کدها نمایش نمی یابد، در فولدر خود فایلها روی آن راست کلیک و با نوت پد open کنید. اگر تا پایین کدها اسکرول کنید میبینید که هر خط با G1 یا Go شروع شده است. یک نکته ساده و کاربردی:
G1 به هد نازل پرینتر سه بعدی دستور میدهد تا حین حرکت اکسترودر، فیلامنت خارج شود یا لایه گذاری انجام شود. درواقع پرینت انجام میپذیرد.
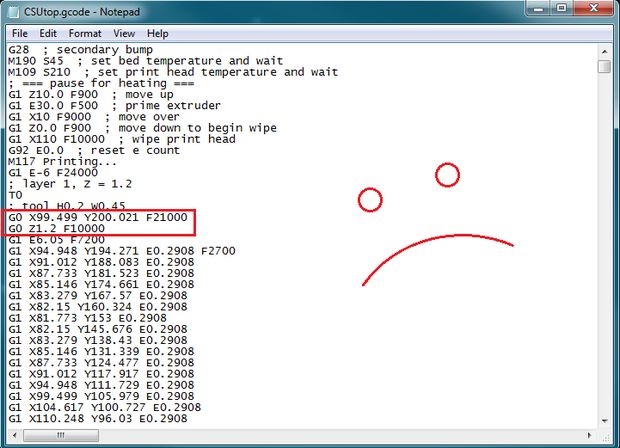
Go باعث حرکت سریع نازل هد میگردد ولی اکسترودر هیچ چیزی بیرون نخواهد داد. در عکس اول زیرین دو خط کد زیر را با finder نوت پد پیدا کنید، میبینید که Go محورهای xy اول آمده و به معنی قرار گرفتن دوباره نازل هد در نقطه شروع پرینت تکمیل شده است، که امکانپذیر نیست؛ یعنی پرینتر سه بعدی اول یک حرکت سریع در محورهای X-Y انجام و بعد یک حرکت رو به بالا در محور Z. این اصلاً خوب نیست!
در این حالت چاپگر سه بعدی دچار اختلال میگردد، زیرا هد به بخش base پرینت شده فشار آورده و تلاش میکند تا به نقطه شروع پرینت برسد؛ پس قطعه چاپ سه بعدی شده ناقص میشود یا بدتر از آن نازل هد پرینتر سه بعدی صدمه خواهد دید.
برای جلوگیری از این خطا یک راه حل ساده دارید: ترتیب آمدن دو خط کد را جابجا کنید (طبق عکس دوم زیرین). حالا چاپگر سه بعدی ابتدا در محور Z (عمودی) بالا آمده و سپس به سمت X و Y جابجا میشود تا سطح رویین ساخته شود.
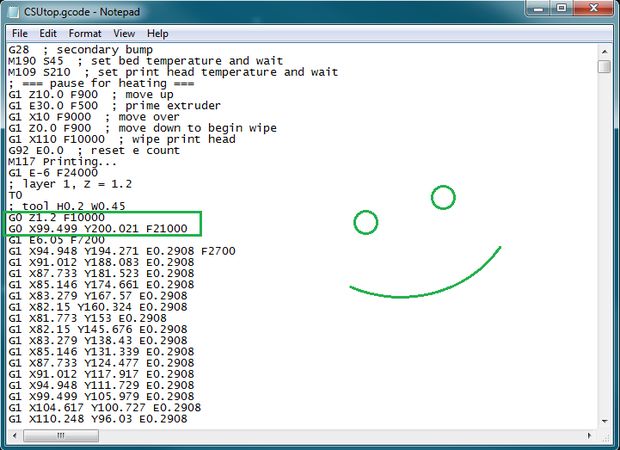
بعد از اینکه این تغییر خط کدها را دادید. فایل را به همان صورت جی کد در نت پد save کنید. اکنون فایل آماده پرینت سه بعدی است!
-
مرحله هفتم: پرینت کردن بخشها:

حالا مراحل سخت کار را با موفقیت به پایان رسانده اید و باید پرینتر سه بعدی را آمده کنید. ابتدا فیلامنت فایل جی کد با نام Base را load کنید (پیشفرض رنگ طوسی). حالا در SD card فایل جی کد مربوط به این بخش را در دستگاه run کنید. وقتی پرینت این بخش تمام شده، هرگز آنرا از بستر جدا نکنید. اکنون فیلامنت بخش top را فعال کرده (رنگ پیشفرض پرتقالی) و فایل جی کد را در پرینتر فعال کنید.
وقتی کار تمام شود، خستگی از تنتان در میرود چون یک لوگوی زیبای دو رنگ دارید و میتوانید به دوستانتان نشان دهید.

۳dpe.ir/shop/product/best-multi-material-and-colors-3d-models



