در بخش قبلی مقاله (آموزش نرم افزار CURA – قسمت اول: مرحله مقدماتی) نرم افزار کیورا، توضیحاتی درباره راه اندازی و تنظیمات اولیه کاربردی دادیم. اکنون گزینه های بخش حرفه ای این نرم افزار را ا دامه می دهیم. این مقاله منبع آموزشی خوبی برای کاربران مبتدی تا حرفه ای می باشد. قبل از شروع این بخش پیشنهاد میکنیم، درباره پلاگینهای رایگان کیورا آلتیمیکر نیز مهارت پیدا کنید. | آموزش جستجو، نصب و استفاده از برترین پلاگینهای Cura Ultimaker |.
– کنترل Infill Patterns (روی استحکام مدل، مواد مصرفی و زمان چاپ تاثیر می گذارد):
به صورت پیش فرض، نرم افزار Cura هر لایه را در یک جهت مورب و به شکل شبکه «توری مانند» پر می کند. این کار باعث استحکام منطقی مدل بدون استفاده زیاد از مواد می شود. در ضمن این حالت یکی از سریع ترین الگوها در پرینت کردن است. الگوی پرشوندگی استاندارد Cura برای اغلب قطعات هندسی مناسب است.
گرچه در برخی موارد خاص، الگوی پیش فرض ممکن است بهترین حالت نباشد. در چنین مواردی، Cura الگو های مختلفی برای پرشوندگی را برای انتخاب ارائه می دهد.
 برای تغییر الگوی پرشوندگی، تنظیم Infill Pattern را فعال کنید تا زیر بخش Infill ظاهر شود. شما حق انتخاب از بین ۱۳ الگوی متفاوت دارید. بعضی از مهمترین الگوها عبارتند از:
برای تغییر الگوی پرشوندگی، تنظیم Infill Pattern را فعال کنید تا زیر بخش Infill ظاهر شود. شما حق انتخاب از بین ۱۳ الگوی متفاوت دارید. بعضی از مهمترین الگوها عبارتند از:
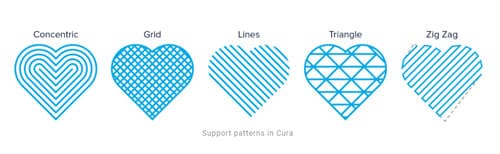
- Grid (توری): پرشوندگی به حالت توری، با خطوطی در دو جهت مورب در هر لایه.
- Lines (خطی): پرشوندگی به شکل توری، با خطوطی در یک جهت مورب در هر لایه.
- Triangles (مثلثی): پرشوندگی با الگوی مثلثی.
- Cubic (مکعبی): پرشوندگی سه بعدی با مکعب های کج.
- Tetrahedral (چهار گوشه ای): پرشوندگی سه بعدی به شکل هرم.
- Concentric (متحدالمرکز): پرشوندگی پرینت از خارج به سمت مرکز مدل. خطوط این راه پرشوندگی از بیرون دیوار معلوم نیست.
- Concenrtic 3D (متحدالمرکز سه بعدی): پرشوندگی پرینت از خارج به سمت مرکز مدل. با شیب در سرتاسر پرینت.
- Zig Zag (زیگزاگ): یک الگوی توری مانند، پرینت مداوم در یک جهت مورب.
چگونه الگوی پرشوندگی (Infill) را انتخاب کنیم؟
مهمترین عواملی که در انتخاب الگوی پرشوندگی باید به حساب بیاورید عبارتند از:
- آیا از این قسمت برای اهداف مکانیکی استفاده خواهد شد؟
- آیا مدل سطح پوشیده بزرگی دارد؟
اگر قطعه قرار نیست برای اهداف مکانیکی استفاده شود و تنها اهداف زیبایی و تزیینی دارد، می توانید در کل از Infill آن بگذرید. با این وجود، اگر مدل سه بعدی سطح پوششی بزرگی دارد، این سطح پوششی نیاز به پشتیبانی بیشتری دارد. در این جور مواقع، بهترین انتخاب Infill شما الگوی Concentric است. این الگو کمترین مواد را مصرف می کند و سریع ترین سرعت چاپ را دارد. در ضمن بهترین پشتیبانی را از سطح بالایی می کند.
نکته: اگر مدل شما مصارف مکانیکی ندارد اما شما همچنان می خواهید مقاومت قابل ملاحظه ای داشته باشد، الگوهای دو بعدی مانند Grid, Lines و Triangles برای این کار مناسب هستند. الگوی Lines قدرت استحکام کمی به مدل میبخشد اما مصرف مواد پایین و سرعت پرینت بالایی دارد.
نکته: الگوی Grid مواد بیشتری مصرف می کند و سرعت کمتری دارد ولی استحکام بیشتری به جسم می دهد. الگوی Triangles قدرت بیشتری را عرضه می کنند. از این الگو برای دیوار های قوی، باریک و بلند استفاده کنید.
نکته: اگر مدل قرار است برای اهداف مکانیکی استفاده شود، بهترین گزینه استفاده از الگوی پرشوندگی سه بعدی مانند Cubic یا Tetrahedral است. با استفاده از این الگوها در Cura می توانید از ساپورت داخلی عالی و خواص مکانیکی ایزوتروپیک بهره مند شوید.
– کنترل Overall Print Speed (روی زمان و کیفیت چاپ تاثیر می گذارد):
پرینت سه بعدی، مانند پرینت اسناد کاغذی و مدارک فوری و سریع نیست. چاپ یک مدل معمولی مانند یک ماگ قهوه خوری، چند ساعت طول می کشد. زمان طولانی پرینت می تواند خسته کننده باشد. بنابراین، نرم افزار اسلایسر Cura تنظیمی را برای کنترل کلی سرعت پرینت ارائه می کند (به سادگی Print Speed نامیده می شوند). همچنین تنظیمات جداگانه دیگری نیز، برای کنترل سرعت ساختارهای خاص مانند دیواره ها، پرشوندگی و ساپورت و غیره دارد.
به عنوان یک قانون، تنظیمات خاص در نرم افزار Cura همیشه تنظیم کلی سرعت (Print Speed) را تحت تاثیر قرار می دهد. ما درباره تنظیمات خاص سرعت، همزمان با بحث در مورد ساختارهای خاص صحبت خواهیم کرد ( همانطور که در مورد تنظیم Wall Speed صحبت کردیم ). اما در این بخش، ما می خواهیم در مورد تنظیم سرعت کلی و تاثیرات آن حرف بزنیم.
– تنظیم Print Speed (زمان چاپ را کنترل می کند و روی کیفیت چاپ اثر میگذارد):
تنظیم Print Speed را می توانید زیر بخش Speed در تنظیمات Custom پیدا کنید. این تنظیم به سرعت حرکت Print Head در طول چاپ اشاره می کند. مقدار پیش فرض ۶۰ میلیمتر در ثانیه است.
برای کاهش زمان پرینت، به سادگی سرعت را افزایش دهید. با این وجود، باید حواستان باشد که بالا بردن سرعت روی چیزهای دیگر تاثیر میگذارد و شما باید تنظیمات لازم مربوطه را انجام دهید (سرعت بیشتر، احتمال خطای چاپ در مدلهای پیچیده را افزایش میدهد):
- زمانی که Print Head سریع تر حرکت میکند، ممکن است فیلامنت زمان کافی برای ذوب شدن به اندازه مناسب را نداشته باشد. این اتفاق معمولا در مدل های نازک و شکننده پیش می آید. شما می توانید دمای اکسترودر را بالا ببرید تا پلاستیک به اندازه کافی ذوب شود و به این روش مشکل را حل کنید.
- بالا بودن سرعت پرینت باعث می شود که Print Head در حین کار تکان های شدیدتری بخورد. این ممکن است سبب ایجاد موج در سطح مدل شود. بنابراین، بالا بودن سرعت معمولا تاثیرات معکوس در رابطه با کیفیت دارد.
پیدا کردن سرعت مطلوب در اسلایسر Cura
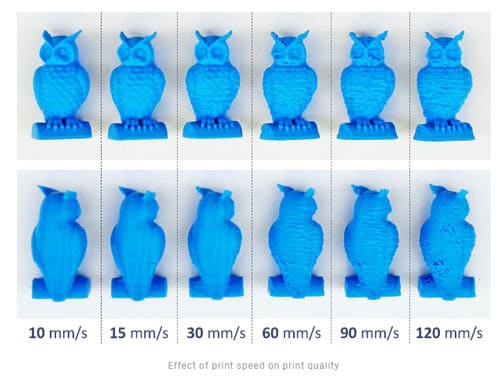 معمولا پیشنهاد می شود که برای پیدا کردن سرعت مطلوب در Cura، به صورت تجربی و بالا بردن پله ای سرعت (هر بار ۵ میلیمتر در ثانیه) عمل کنید. به این معنی که، سرعت ۶۵ میلیمتر در ثانیه را امتحان کنید، اگر نتیجه راضی کننده بود، سرعت را تا ۷۰ میلیمتر در ثانیه بالا ببرید. در یک نقطه، کیفیت چاپ دیگر قابل قبول نیست. حالا می توانید تنظیم Print Speed را ۵ میلیمتر در ثانیه کمتر از حالت قبلی قرار دهید.
معمولا پیشنهاد می شود که برای پیدا کردن سرعت مطلوب در Cura، به صورت تجربی و بالا بردن پله ای سرعت (هر بار ۵ میلیمتر در ثانیه) عمل کنید. به این معنی که، سرعت ۶۵ میلیمتر در ثانیه را امتحان کنید، اگر نتیجه راضی کننده بود، سرعت را تا ۷۰ میلیمتر در ثانیه بالا ببرید. در یک نقطه، کیفیت چاپ دیگر قابل قبول نیست. حالا می توانید تنظیم Print Speed را ۵ میلیمتر در ثانیه کمتر از حالت قبلی قرار دهید.
مقاله مرتبط: سرعت چاپ پرینتر سه بعدی تا چه حد است؟
نکته: اگر متوجه شدید که نمی توانید بدون افت کیفیت، سرعت چاپ را بالا ببرید، یک ایده دیگر این است: سرعت را در بخشهای خاص، بدون این که در سرعت چاپ قسمتهای دیگر تاثیری داشته باشد، افزایش یابد؛ از آنجا که Infill قابل دیده شدن نیست، کیفیت آن چندان مهم نیست. اما افزایش سرعت چاپ این بخش، باعث پایین آمدن زمان چاپ می شود.
نکته:در بعضی مواقع، ممکن است شما نیاز به کاهش سرعت داشته باشید. اگر یک مدل با جزئیات زیاد را پرینت می کنید، سرعت پایین به تولید دقیق تر جزئیات کمک می کند. همچنین فیلامنت هایی مانند PET+ یا Flex PLA هستند که معمولا به تنظیم سرعت پایین نیاز دارند.
برای پایین آوردن سرعت چاپ، به راحتی مقدار را در تنظیم Print Speed کم کنید. تولید کنندگان فیلامنت معمولا برای محصول خود یک “سرعت پرینت پیشنهادی” ارائه می دهند.
برای مدل هایی با جزئیات زیاد، کار را با سرعت ۱۰ میلیمتر در ثانیه شروع کنید و سپس بسته به نیاز خود آن را ۵ میلیمتر در ثانیه زیاد یا کم کنید.
– جلوگیری از خنک شدن بیش از حد با استفاده از تنظیم Fan Speed
فیلامنت اکسترود شده تا زمان خنک شدن نرم می ماند. بنابراین، بسیاری از پرینتر های سه بعدی از فن خنک کننده استفاده می کنند تا مواد را پیش از اینکه تغییر حالت دهند، سفت کنند. یک سیستم خنک کننده خوب از خراب شدن لایه آخر نیز جلوگیری میکند زیرا لایه جدید و داغ روی آن می گیرد.
نرم افزار Cura به غیر از لایه اول، در حالت پیش فرض فن را فعال می کند. لایه اول به این دلیل خنک نمی شود که ممکن است روی چسبندگی بستر چاپ اثر بگذارد. تمام لایه های بعدی با فن روشن چاپ می شوند.
با این وجود، فن روشن ممکن است باعث شود که نازل به دمای کافی برای ذوب کردن فیلامنت نرسد. به این مورد خنک شدن بیش از حد می گویند. اگر این اتفاق رخ دهد، پرینتر کار را متوقف کرده و پیغامی برای شما ارسال می کند با این مضمون که نازل نمی تواند به دمای لازم برسد.
نرم افزار Cura برای حل این مشکل از طریق تنظیم Fan Speed راهکاری را پیشنهاد می کند. این تنظیم پنهان است و زیر مجموعه بخش Cooling قرار می گیرد. پس طبق معمول ابتدا باید آن را قابل رویت کنید تا ظاهر شود.
مقدار این تنظیم، نسبت به حداکثر سرعت فن و به صورت درصد نشان داده می شود. اگر می خواهید این تنظیم را در Cura انجام دهید با ۸۰ درصد شروع کنید. متوجه باشید که تنظیم زیر ۲۰ درصد ممکن است قدرت کافی برای چرخش را به فن ندهد.
– جلوگیری از انحراف لایه های کوچک با استفاده از تنظیم Minimum Layer Time
در پرینت های بسیار کوچک، یک لایه به سرعت چاپ می شود و ممکن است فن به اندازه کافی زمان نداشته باشد تا آن را قبل از آمدن لایه بعدی آنرا خنک کند؛ در چنین مواقعی، لایه کوچک زیرین به دلیل گرمای لایه بعدی، دچار پیچش و انحراف میشود. نتیجه این که کار خراب می شود!
برای حل این مشکل می توانید از تنظیم Minimum Layer Time استفاده کنید. این تنظیم پنهان است و زیرمجموعه بخش Cooling است. با استفاده از آن شما به فن، زمان بیشتری می دهید تا لایه های کوچک را خنک کند. مقدار اندازه گیری این تنظیم، حداقل زمان لازم برای پرینت یک لایه است. برای لایه های کوچک، Cura سرعت پرینت را پایین می آورد تا پرینت لایه در حداقل زمان تنظیمی انجام شود.
مقدار پیش فرض این تنظیم ۵ ثانیه است. اگر شما با مشکل پیچش و انحراف لایه های کوچک مواجه هستید، حداقل زمان را به ۱۰ ثانیه افزایش دهید. سپس این کار به صورت پله ای و اضافه کردن ۵ ثانیه ادامه دهید تا زمان مناسب را بیابید.
– غیر فعال کردن خنک کننده برای فیلامنت هایی که به آن نیاز ندارند:
برخی از مواد مانند Nylon، Polycarbonate و PET+ برای چاپ نیاز به هوای ساکن دارند. این مواد در زمان خنک شدن به شدت منقبض می شوند. اگر در زمان چاپ با این مواد سیستم خنک کننده روشن باشد، در انتها مدل دارای پیچش و انحراف خواهد شد.
در زمان کار با این مواد باید سیستم خنک کننده را خاموش کنید. به سادگی در زیرمجموعه بخش Cooling به دنبال گزینهEnable Print Cooling بگردید و تیک کنار آن را بردارید. وقتی این کار ار انجام دهید Cura سیستم خنک کننده را خاموش می کند.
– جلوگیری از Warping با استفاده از Build Plate Adhesion و دیگر تنظیمات Cura:
زمانی که پلاستیکها چاپ می شوند، ابتدا به آرامی منبسط می شوند اما به دلیل خنک شدن منقبض می شوند. اگر این انقباض زیاد شود، باعث می شود از بستر چاپ جدا شده و به سمت بالا خم شوند. به این پدیده در زبان پرینت سه بعدی، Warping (تاب برداشتن) می گویند. برخی از مواد بیشتر مقبض می شوند ( برای مثال ABS, PET+, Nylon از PLA انقباض بیشتری دارند). یعنی در کار با این مواد احتمال تاب برداشتن بیشتر است.
نرم افزار Cura برای جلوگیری از Warping تنظیماتی دارد. مهم ترین آنها تنظیم Build Plate Adhesion Type در زیر مجموعه بخش Build Plate Adhesion است. برای این تنظیم سه انتخاب وجود دارد که عبارتند از: Skirt، Brim و Raft.
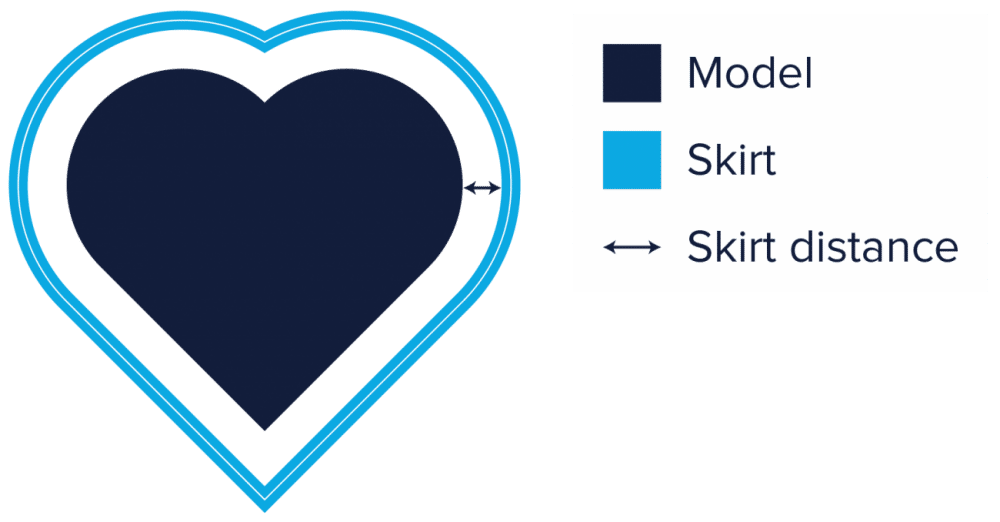 در نرم افزار Cura، گزینه Skirt انتخاب پیش فرض است. این یک خط در اطراف لایه اول است که به اکسترودر کمک میکند.
در نرم افزار Cura، گزینه Skirt انتخاب پیش فرض است. این یک خط در اطراف لایه اول است که به اکسترودر کمک میکند.
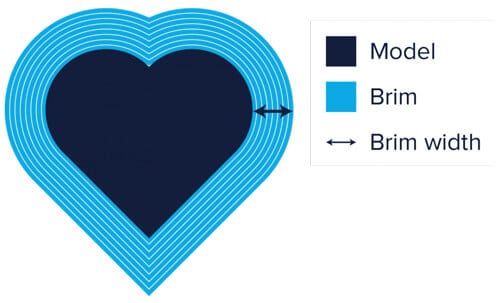
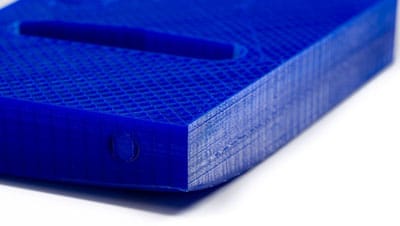
زمانی که گزینه Brim را انتخاب می کنید، Cura یک لایه ضخیم و مسطح را در اطراف مدل ایجاد می کند که در زمان خنک شدن در برابر نیروی فشار به بالا مقاومت می کند. از آنجا که Brim یک لایه ضخیم است، برداشتن آن پس از پایان چاپ کار ساده ای است.
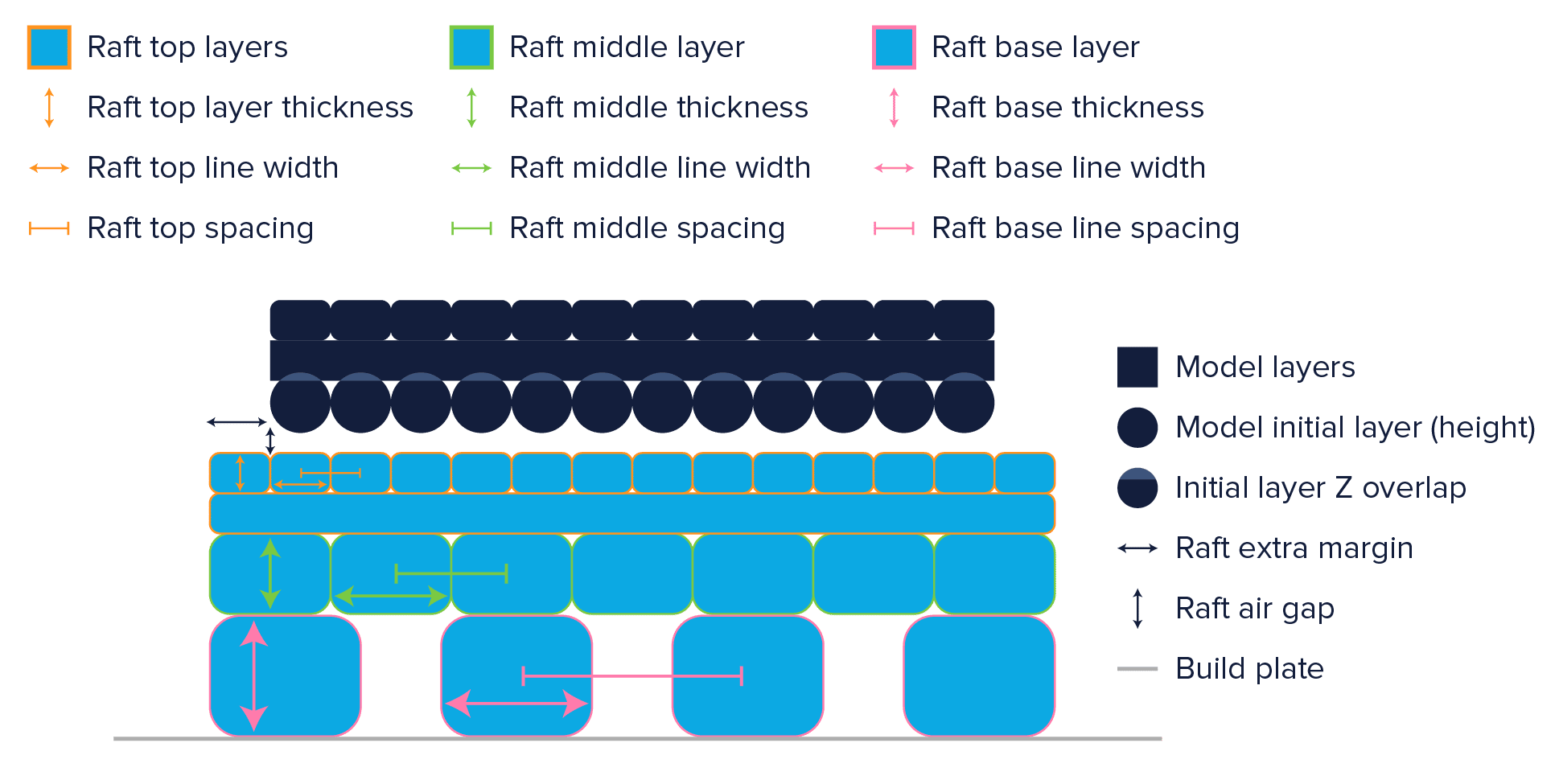
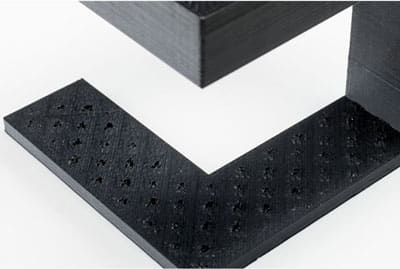
برای بعضی از مواد یا مدل ها، شاید Brim برای جلوگیری از تاب خوردگی کافی نباشد. در اینجور مواقع استفاده از گزینه Raft توصیه می شود. گزینه Raft یک شبکه ضخیم بین مدل و بستر چاپ اضافه میکند تا اطمینان حاصل شود که گرما به صورت مساوی توزیع می شود. این روش به خصوص در زمانی که انتهای مدل صاف نیست و یا برای کار با مواد صنعتی مفید است.
مقاله مرتبط: لایه SKIRT و BRIM پرینت سه بعدی چیست؟
بخش Build Plate Adhesion تنها چیزی نیست که برای جلوگیری از تاب خوردگی وجود دارد. اینجا چند مورد دیگر از تنظیماتی که در این زمینه کمک می کنند را آورده ایم.
راه های دیگر جلوگیری از Warping در Cura 3D:
- اگر لایه اول ضخیم تر باشد، اغلب چسبندگی را ساده تر می کند. شما می توانید لایه اول را با استفاده از تنظیم Initial Layer Height ضخیم تر کنید. این یک تنظیم پنهان است که زیرمجموعه بخش Quality قرار می گیرد. حواستان باشد که مقدار گزینه را روی عددی بالاتر از آنچه برای Layer Height انتخاب کرده اید، تنظیم کنید.
- این بسیار مهم است که سرعت پرینت لایه اول خیلی بالا نباشد زیرا ممکن است مواد به نازل بچسبند و به جای اینکه روی بستر چاپ قرار بگیرند، همراه آن کشیده شوند. برای پایین آوردن سرعت چاپ اولین لایه، ابتدا تنظیم Initial Layer Speed را در زیرمجموعه بخش Speed قابل رویت کنید. سپس سرعت را از حالت پیش فرض کمتر کنید.
- تنظیم دیگری در Cura به نام Number of Slower Layers موجود است که می تواند به چسبندگی بهتر بستر چاپ کمک کند. این تنظیم سرعت پرینت لایه های پایینی را کم میکند و تعداد لایه ها را قبل از رسیدن پرینتر به سرعت چاپ تعیین میکند. سرعت، بر اساس سرعت لایه اولیه و سرعت پرینت، با یک شیب خطی در تعداد لایه هایی که شما در تنظیمNumber of Slow Layers تعیین کرده اید، اوج می گیرد. تنظیم تعداد لایه های بیشتر می تواند شانس تاب خوردگی را کمتر کند اما زمان چاپ را به طرز چشمگیری افزایش می دهد.
- همانطور که پیش تر گفته شد، فن خنک کننده در چاپ لایه اول خاموش است تا از چسبندگی بستر چاپ اطمینان حاصل شود. نرم افزار Cura یک تنظیم دیگر به نام Regular Fan Speed At Height دارد. این تنظیم فن را به صورت تدریجی روشن می کند. یعنی فن در لایه اول خاموش است و در لایه های بالایی به حداکثر قدرت می رسد. می توان گفت که این تنظیم همان Number of Slower Layers است ولی این بار برای سیستم خنک کننده. این تنظیم نیز پنهان است و باید آن را قابل رویت کنید. مقدار کمی بیشتر از حالت پیش فرض را امتحان کنید و این باید به چسبندگی بستر چاپ کمک کند.
ابتدا مشکلات سخت افزاری را رفع کنید:
توجه داشته باشید که مشکل تاب خوردگی می تواند دلایل زیادی مانند کالیبراسیون اشتباه، بستر چاپ کج و دمای ناکافی در بستر چاپ داشته باشد. برخی از این موارد در حوزه کاری نرم افزار Cura نیستند و شما باید پیش از کلنجار رفتن با این نرم افزار از سالم بودن دستگاه مطمئن شوید.
– جلوگیری از Pillowing با استفاده از ترکیب تنظیمات Cooling، Shell و Quality:
بعضی مواقع، سطح بالایی مدل به خوبی پرینت نمی شود و دارای برآمدگی ها و فرورفتگی هایی است. به این پدیده در زبان پرینت سه بعدی Pillowing گفته می شود. این مشکل بیشتر به دلیل تنظیمات نادرست در بخش های Cooling، Shell و Quality رخ می دهد. اینجا راه حل این مشکل به وسیله نرم افزار Cura را توضیح می دهیم:
این مشکل را می توان به بهترین نحو با استفاده از تنظیم پنهان Top/Bottom Thickness در زیر مجموعه بخش Shell حل کرد. مانند تمام تنظیمات پنهان دیگر باید ابتدا آن را قابل دیدن کنید تا ظاهر شود.
برای ساخت سطح بالایی صاف و صیقلی، مهم است که این سطح به اندازه کافی ضخیم باشد. زمانی که سطح بالایی نازک باشد شما شاهد سوراخ هایی در آن خواهید بود. برای حل این معضل به سادگی Top Thickness را بالا ببرید. ضخامت پیشنهادی شش برابر ارتفاع لایه ها است. پس اگر ارتفاع لایه شما ۰٫۱ میلیمتر است، Top Thickness باید ۰٫۶ میلیمتر یا بیشتر باشد.
مقاله مرتبط: خطای پرینتر سه بعدی
اما Top Thickness تنها فاکتور در مورد Pillowing نیست. بعضی مواقع، کم بودن خنک کنندگی می تواند مسبب این مشکل باشد. اگر پلاستیک به خوبی خنک نشود، ممکن است در خطوطی که Infill هستند دچار فرورفتگی یا برآمدگی شود. به این معنی که سطح ناهموار ایجاد شده برای لایه بعدی که روی آن قرار می گیرد نیز ایجاد مشکل می کند و این روند تا سطح بالایی ادامه می یابد.
بنابراین، اگر افزایش Top Thickness به تنهایی مشکل را حل نکرد، بالا بردن سرعت فن (Fan Speed) را از بخش Cooling امتحان کنید. به نظر می رسد که این مشکل بیشتر برای لایه های نازک پیش می آید، پس افزایش ارتفاع لایه ها نیز می تواند کمک کند.
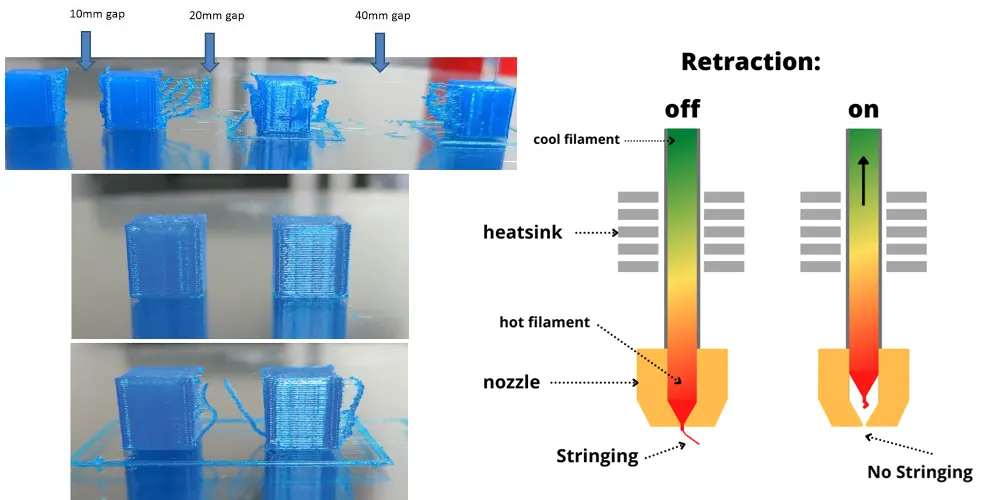
– جلوگیری از Stringing (رشته رشته شدن) با استفاده از ترکیب تنظیمات Material و Print
 Stringing هنوز به عنوان یک مشکل معمول محسوب می شود. برخی مواقع، رشته های پلاستیک را در جایی که نباید باشند، پیدا میکنید. معمولا این مشکل زمانی اتفاق می افتد که اکسترودر در زمان حرکت بدون اکسترود کردن، نشتی دارد.
Stringing هنوز به عنوان یک مشکل معمول محسوب می شود. برخی مواقع، رشته های پلاستیک را در جایی که نباید باشند، پیدا میکنید. معمولا این مشکل زمانی اتفاق می افتد که اکسترودر در زمان حرکت بدون اکسترود کردن، نشتی دارد.
برای خلاصی از دست این مشکل در نرم افزار Cura، مشخص ترین راه فعال کردن Retraction (پس کشش) است. Retraction اساسا به معنی این است که در حرکت های طولانی Print Head، تغذیه کننده فیلامنت را به عقب می کشد. این کار در جلوگیری از نشتی فیلامنت بسیار موثر است. برای فعال کردن این تنظیم، در زیرمجموعه بخش Material به دنبال کادر Enable Retraction بگردید. مطمئن شوید که تیک خورده است (به صورت پیش فرض باید تیک خورده باشد).
با این وجود، فعال کردن این تنظیم ممکن است به تنهایی از رشته رشته شدن جلوگیری نکند و شما مجبور باشید برای حل مشکل از تغییر در دما و سرعت چاپ استفاده کنید.
– تغییر در دما و سرعت برای رهایی از دست Stringing در Cura
وقتی صحبت از نشتی فیلامنت است، دما نقش پر رنگی در آن دارد. اگر دما خیلی بالا باشد، فیلامنت بیش از حد مایع شده و شروع به چکه کردن از نازل می کند. بنابراین، پایین آوردن دمای چاپ قدمی موثر در جلوگیری از این اتفاق است. شما می توانید تنظیمPrinter Temperature را در زیرمجموعه Material پیدا کنید. گفتن این که چه دمایی مناسب است، کار سختی است. این دما به شدت به فیلامنت بستگی دارد. تلاش کنید دما را به صورت پله ای، هر بار ۱۰ درجه کاهش دهید تا دمای مناسب را بیابید.
یادتان باشد زمانی که شما دما را کاهش می دهید، احتمال این هست که مواد اکسترود نشوند. پیش تر در مورد ارتباط بین دما و سرعت پرینت صحبت کردیم و این که چطور برای رسیدن به نتیجه دلخواه این دو فاکتور باید با هم هماهنگ باشند. پس زمانی که دما را کاهش میدهید، حواستان باشد که سرعت را نیز کم کنید.
زیاد کردن Travel Speed در زیرمجموعه بخش Speed نیز ممکن است کمک حال باشد. در این حالت Print Head با سرعت بیشتری حرکت می کند و مواد برای چکه کردن از نازل زمان کمتری دارند. سرعت حرکت ۲۰۰ میلیمتر در ثانیه باید برای اکثر پرینترها مناسب باشد.
– کنترل Support Structures روی موفقیت پرینت هایی با Overhangs (برآمدگی) تاثیر دارد:
بسیاری از مدل های سه بعدی برآمدگی یا قوس دارند. این مدل های سه بعدی برای موفقیت نیاز به Support Instructions (ساختارهای پشتیبان) دارند. نرم افزار Cura در اغلب موارد این ساختار ها را به صورت خودکار تولید می کند. زمانی که کار چاپ به پایان رسید می توان این ساختار ها را از روی مدل به وسیله دست شکست و حذف کرد.
زمانی که از ساختارهای پشتیبان استفاده میکنید، اغلب سه مسئله پیش می آید:
- آیا ساختارهای پشتیبان به درستی قرار گرفته اند و قدرت کافی برای ایجاد استحکام لازم در طول پرینت را دارند؟
- آیا ساختارهای پشتیبان بعد از اتمام کار به راحتی قابل حذف هستند؟
- آیا ساختارهای پشتیبان برآمدگی ها را در سطح نهایی پرینت خراب می کنند؟
نرم افزار Cura یک قسمت تنظیمات مخصوص این ساختارها را در زیرمجموعه بخش Support ارائه می کند. با استفاده از این تنظیمات شما می توانید ساختارهای پشتیبانی بسازید که استحکام لازم را فراهم می کنند، به راحتی حذف می شوند و روی سطح نهایی کار تاثیر نمی گذارند. بیایید این تنظیم را بررسی کنیم:
از کجا متوجه می شوید که مدل شما نیاز به ساختار ساپورت دارد؟
نرم افزار Cura 3D این کار را آسان کرده است. همین که مدل خود را در نرم افزار بارگذاری کردید و در فضای ساخت مجازی قرار دادید، به دنبال قسمت هایی که رنگ قرمز دارند بگردید. آنها قسمت هایی هستند که Cura آنها را ناپایدار تشخیص داده است. متوجه باشید که برخی قسمت ها را تا زمانی که دوربین را نچرخانید، قابل مشاهده نیستند.
اگر بخش پایینی یک قسمت از مدل قرمز است، جایی که مدل فضای ساخت را لمس می کند، جای نگرانی وجود ندارد. بستر چاپ این مشکل را به عهده می گیرد. مناطق کوچک قرمز رنگ در بالای سوراخ ها یا بین دو ساختار که به آنها Bridge (پل) گفته میشود نیز توسط Cura به صورت خودکار اداره می شود.
اگر جای دیگری به رنگ قرمز در آمده، حالا جای نگرانی است. برای شروع، شما باید تولید خودکار ساختار پشتیبان را فعال کنید تا خیالتان راحت باشد که پرینت به خوبی انجام می شود. برای این کار، به سادگی کادر Generate Support را در زیرمجموعه بخش Support تیک بزنید.
حالا شما گزینه تولید خودکار ساختارهای پشتیبان را تیک زده اید اما احتمالا هیچ تغییری در ظاهر مدل ایجاد نشده است؛ به خاطر این است که Cura ساختارهای پشتیبان را درحالت پیش فرض Solid نشان نمی دهد. برای دیدن ساختار های تولید شده باید حالت دیدن نرم افزار را به Layer View تغییر دهید. مواد پشتیبان (خطوط و حجم ها) نمایش داده می شوند. حالا با حرکت دادن نوار لغزنده Layer می توانید جاهایی که نرم افزار ساختار پشتیبان به آنها اضافه کرده را ببینید.
– جای قرار گیری ساختار های پشتیبان را کنترل کنید:
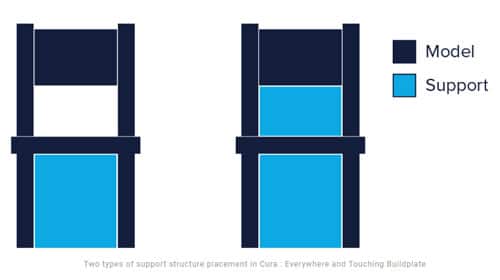
زمانی که شما ساختارهای ساپورت را فعال می کنید، یک تنظیم به نام Placement به صورت خودکار زیر بخش Support ظاهر می شود. این تنظیم به شما اجازه می دهد که محل قرار گیری ساپورتها را خیلی دقیق کنترل کنید. دو انتخاب وجود دارد: Everywhere و Touching Buildplate. گزینه Everywhere به صورت پیش فرض انتخاب شده است.
زمانی که این گزینه فعال است، Cura تلاش می کند در هر جا که لازم می داند ساختار بسازد. به این معنی که نه تنها ساختارهای پشتیبانی بر روی بستر ساخت تولید شده و قرار گرفته اند بلکه ساختارهای دیگری هم هستند که از بدنه اصلی به عنوان پایه استفاده می کنند. این گزینه منطقی به نظر می رسد زیرا مطمئن می شوید که در هر جایی که نیاز بوده، ساختار پشتیبان قرار گرفته است.
با این وجود، اگر گزینه Everywhere برای مدل های پیچیده فعال باشد، ممکن است در انتها کل مدل در داخل ساپورتهای پشتیبان بسته بندی شود. اگر نمی خواهید این اتفاق بیفتد، به سادگی تنظیم Placement را روی گزینه Buildplate قرار دهید. این کار باعث می شود که ساختارهای پشتیبان تنها در زیر برآمدگی ها و بین بستر چاپ و مدل قرار بگیرند.
– Enable Support Roof می تواند سطح نهایی کار را بهبود بخشد اما با صرف هزینه:
از آنجا که برآمدگی های مدل همیشه بالای ساختارهای ساپورت ساخته میشوند، شما همیشه بهترین سطح نهایی را در این قسمتها تحویل نمی گیرید. تنظیم Enable Support Roof در این کار به شما کمک می کند.
سقف پشتیبان (Support Roof) یک پوسته متراکم است که در بالای ساختار پشتیبان قرار می گیرد ولی با سطح نهایی برآمدگی ها چندان تماس ندارد. اگر شما این تنظیم را با زدن تیک در کادر کنار آن فعال کنید، معمولا کیفیت بهتری تحویل می گیرید.
– با استفاده از تنظیم Support X/Y Distance از آسیب ساختارهای پشتیبان به دیوار های خارجی جلوگیری کنید:

برخی مواقع، ساپورتها خیلی نزدیک به دیوارهای بیرونی مدل ساخته می شوند و بعد از جدا شدن، اثری روی سطح بیرونی مدل به جا میگذارند. شما می توانید با استفاده از تنظیم Support X/Y Distance در زیرمجموعه بخش Support از این اتفاق جلوگیری کنید.
تنظیم Support X/Y Distance اساسا حداقل فاصله ممکن بین دیوارهای عمودی مدل و ساختار های پشتیبان را رعایت می کند. اگر ساختارهای پشتیبان شما به دیوارهای مدل آسیب می زنند یا به آنها می چسبند، می توانید با افزایش مقدار تنظیم بین آنها (هر واحد ۰٫۲ میلیمتر است) فاصله بیاندازید تا مدل شما صاف و بی نقص چاپ شود.
با این وجود، مطمئن شوید که هیچ برآمدگی کوچکی روی دیوارهای بیرونی نباشد که با فاصله دادن ساختار ها از دیوار، بدون پشتیبان بماند. اگر چنین برآمدگی های کوچکی وجود دارد، شما احتمالا باید به جای افزایش فاصله، آن را کم کنید. وگرنه، پرینت شما خراب می شود.
– تنظیم Z Distance به شما کمک میکند که ساختار های پشتیبان را راحت تر جدا کنید:
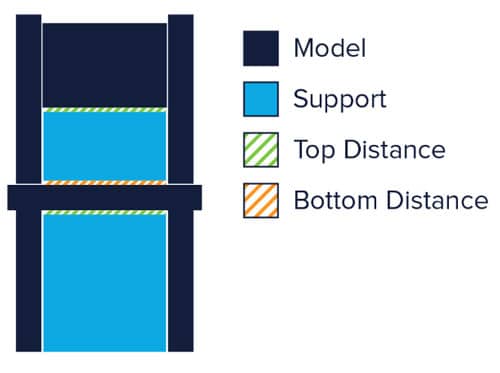 برای این که مواد پشتیبان به راحتی و تمیز و بدون آسیب زدن به لایه های مدل جدا شوند، ارتباط بین مواد پشتیبان باید از ارتباط بین مواد مدل، ضعیف تر باشد. نرم افزار Cura این ارتباط ضعیف را با قرار دادن یک فضای خالی در بالا و پایین بین ساختار ها و مدل ایجاد می کند. و این فضا به عنوان Z-Distance شناخته می شود.
برای این که مواد پشتیبان به راحتی و تمیز و بدون آسیب زدن به لایه های مدل جدا شوند، ارتباط بین مواد پشتیبان باید از ارتباط بین مواد مدل، ضعیف تر باشد. نرم افزار Cura این ارتباط ضعیف را با قرار دادن یک فضای خالی در بالا و پایین بین ساختار ها و مدل ایجاد می کند. و این فضا به عنوان Z-Distance شناخته می شود.
شما با فعال کردن تنظیم Z-Distance در زیر مجموعه بخش Support می توانید جدا کردن ساختار های پشتیبان را راحت تر کنید. مقدار پیش فرض این تنظیم هم اندازه ارتفاع لایه است. پس اگر ارتفاع لایه شما ۰٫۱ میلیمتر است، Z-Distance نیز ۰٫۱ میلیمتر خواهد بود.
اگر مواد پشتیبان به سختی از مدل شما جدا می شوند، مقدار فاصله را کم کم زیاد کنید تا این کار به سادگی انجام گیرد. نرم افزار Cura میتواند برای هر لایه پشتیبان اضافه بکند یا نکند اما متاسفانه چیزی به نام “نیم لایه پشتیبان” وجود ندارد. پس اگر ۰٫۲ میلیمتر Z Distance برای پرینتی با ارتفاع لایه ۰٫۱ زیاد باشد و Z Distance با مقدار ۰٫۱ میلیمتر هم کافی نباشد، گزینه Z-Distance به کار شما نمی آید.
– برای این که تعادل را بین قدرت و راحتی در جدا کردن برقرار کنید، مناسب ترین ساختار پشتیبان را انتخاب کنید:
نرم افزار Cura مواد ساپورت را به شکل پیش فرض خاص (از بین هفت الگو) می سازد. شما می توانید با فعال کردن یک تنظیم پنهان به نام Support Pattern در زیرمجموعه بخش Setting این الگو را تغییر دهید.
 در اکثر موارد الگوی پیش فرض، Zig Zag، بهترین تعادل را بین قدرت و راحتی جدا شدن، برقرار می کند. دیگر الگوها عبارتند از: Triangles, Lines, Grid, Concentric, Concentric 3D, Cross. اگر از حالت پیش فرض راضی نیستید می توانید بقیه الگو ها را امتحان کنید. هر کدام از آنها تعادلی متفاوت بین قدرت و راحتی جدا شدن را به شما ارائه می کند.
در اکثر موارد الگوی پیش فرض، Zig Zag، بهترین تعادل را بین قدرت و راحتی جدا شدن، برقرار می کند. دیگر الگوها عبارتند از: Triangles, Lines, Grid, Concentric, Concentric 3D, Cross. اگر از حالت پیش فرض راضی نیستید می توانید بقیه الگو ها را امتحان کنید. هر کدام از آنها تعادلی متفاوت بین قدرت و راحتی جدا شدن را به شما ارائه می کند.
– Special Mode نرم افزار کیورا:
نرم افزار اسلایسر Cura چند حالت ویژه دارد که به شما اجازه می دهد از راه های غیر متعارف پرینت کنید. این حالت ها در زمان هایی خاص به کار می آیند مثلا:
- شما می خواهید مدلی را با یک پرینتر معمولی در زمان کوتاهی چاپ کنید
- شما می خواهید یک مدل با طراحی غیر معمول را چاپ کنید
نکته: حالت Spiralize Outer Contour به شما امکان می دهد با فدا کردن دوام، چاپ فوق سریع داشته باشید.
حالت ویژه Spiralize Outer Contour یک تنظیم پنهان است که زیر مجموعه بخش Special Mode محسوب می شود. زمانی که کادر کنار این تنظیم را تیک می زنید، نرم افزار به جای ساخت یک مدل توپر، یک مدل توخالی می سازد. اکسترودر یک مسیر مارپیچ روبه بالا را در طول دیوارهای مدل دنبال می کند، یک پایه و دیوار با ضخامتی برابر قطر نازل می سازد. این حالت هیچ مدل Infill یا Support Instruction نمی سازد.
از آنجا که اکسترودر به جای آنکه فقط زمانی که کار یک لایه به پایان رسید به بالا حرکت کند، تمام مدت در محور Z حرکت می کند، این حالت پرینت، با حالت استاندارد لایه به لایه خیلی متفاوت است. به دلیل این که اکسترودر مداوم حرکت می کند و تنها دیوار می سازد، کار چاپ در کسری از زمان انجام می شود. این کار باعث صرفه جویی خیلی زیاد در مصرف فیلامنت نیز می شود (یعنی مدل Infill یا توپری ندارد). از سوی دیگر، مدل هایی که با این حالت ساخته می شوند به دلیل فقدان پرشوندگی، دوام و استحکام کمتری دارند.
اگر می خواهید با این حالت پرینت کنید، هشدار ها و تنظیمات زیر را به یاد داشته باشید:
- اگر مدل شما برآمدگی با زاویه بیش از ۴۵ درجه داشته باشد، حالت Spiralize Outer Contour کار نمی کند.
- سطوح صاف موازی با بستر چاپ در این حالت قابل پرینت شدن نیستند.
- وقتی این حالت فعال باشد، Cura همچنان به دستورات تنظیمات اصلی مانند ارتفاع لایه و سرعت چاپ پایبند است. به این معنی که شما باید Layer Height و Line Width را تنظیم کنید. Wall Thickness را مشابه مقدار Line Width تنظیم کنید، Wall Line Count را به ۱ تغییر دهید، Top Layers را روی ۰ و Infill را روی ۰ درصد تنظیم کنید.
– Surface Mode به شما اجازه می دهد طراحی های غیر معمول را پرینت کنید:
اگر می خواهید طرح های غیر معمول یا هندسه های ناقص را پرینت کنید، برای این هم Cura راه حل دارد. این حالت Surface Mode نام دارد و زیرمجموعه بخش Special Modes است.
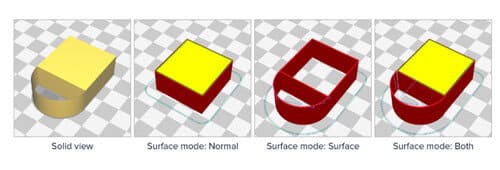 وقتی این تنظیم را قابل رویت کردید، سه انتخاب دارید: Normal, Surface و Both. وقتی گزینه Normal را انتخاب می کنید، Cura تلاش می کند که پرینت را به حالت عادی انجام دهد. وقتی حالت Surface Mode را انتخاب کنید، نرم افزار تنها دیواره های X-Y را چاپ می کند و این کار را با یک واحد قطر نازل انجام می دهد. این کار به شما اجازه می دهد که دیواره هایی بسازید که به هیچ حجم جامدی متصل نیستند. وقتی گزینه Both را انتخاب کنید، نرم افزار تنها قسمت های جامد را به صورت نرمال و دیوار ها را به حالت هندسی معیوب می سازد.
وقتی این تنظیم را قابل رویت کردید، سه انتخاب دارید: Normal, Surface و Both. وقتی گزینه Normal را انتخاب می کنید، Cura تلاش می کند که پرینت را به حالت عادی انجام دهد. وقتی حالت Surface Mode را انتخاب کنید، نرم افزار تنها دیواره های X-Y را چاپ می کند و این کار را با یک واحد قطر نازل انجام می دهد. این کار به شما اجازه می دهد که دیواره هایی بسازید که به هیچ حجم جامدی متصل نیستند. وقتی گزینه Both را انتخاب کنید، نرم افزار تنها قسمت های جامد را به صورت نرمال و دیوار ها را به حالت هندسی معیوب می سازد.
– یافتن سریع تنظیمات درست با اجرای Smart Experiments:
ما خیلی طولانی در مورد تنظیمات متفاوت نرم افزار اسلایسر Cura که هر کدامشان یک مشکل خاص را رفع می کنند صحبت کردیم. البته، تجربه کردن تمام این موارد برای پیدا کردن بهترین راه هم زمان بسیار زیادی می طلبد و هم خیلی هزینه بر است.
در یک حالت ایده آل، شما برای درک این تغییرات باید هر بار یکی از تنظیمات را عوض کنید و نتیجه را روی چاپ مشاهده کنید. اما زمانی که این تنظیمات را همزمان انجام دهید، نتیجه ای کاملا متفاوت حاصل می شود زیرا اغلب مواقع آنها به طرز غیر منتظره ای با هم تداخل دارند. فرآیند پیدا کردن بهترین تنظیمات بیشتر از اینکه علم باشد، یک هنر است. در واقع هیچ نسخه خاصی برای این کار وجود ندارد.
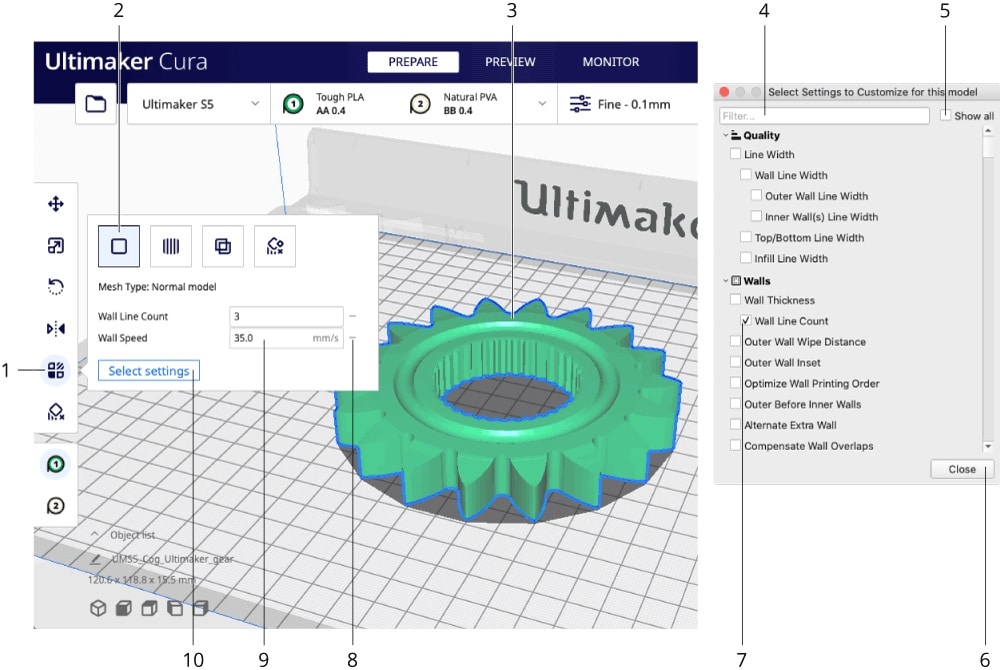
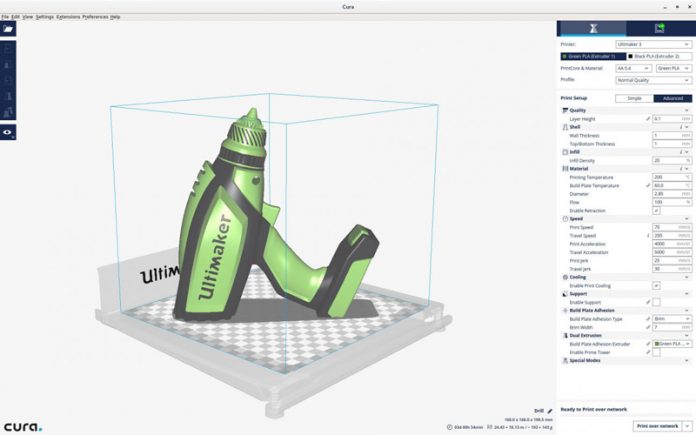
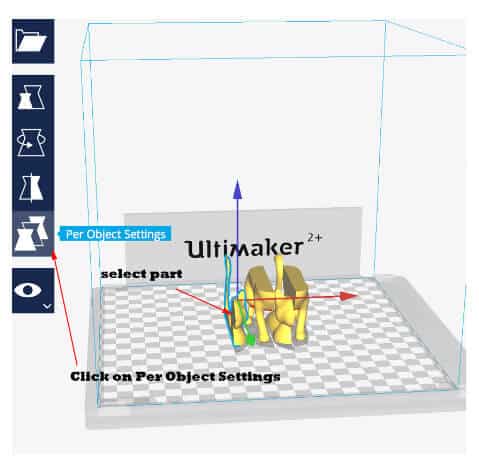
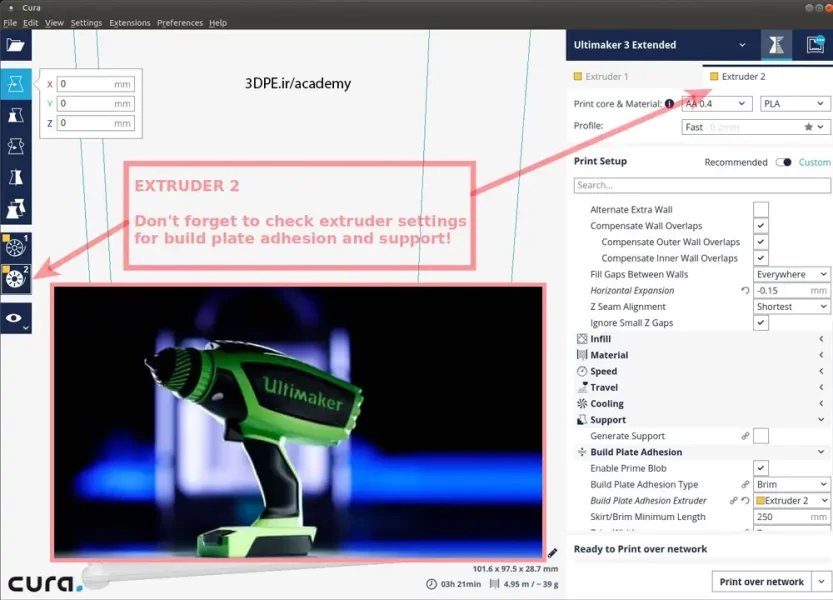
اما حداقل راهی برای سرعت بخشیدن به این تجربه وجود دارد. نرم افزار Cura ویژگی ای به نام Per Model Setting (Per Object Setting) دارد که به شما اجازه می دهد تا چند تنظیم را در طول یک چرخه چاپ تجربه کنید (به مراحل عکس فوق دقت کنید). این گزینه به شما امکان می دهد تنظیمات متفاوت را روی بخش های مختلف، روی بستر چاپ به کار ببندید. پس شما می توانید مدل خود را به چند بخش تقسیم کنید و روی هر بخش تنظیمات متفاوتی را اجرا کنید. زمانی که چاپ به پایان رسید، شما می توانید بخشی از مدل را که کیفیت بهتری دارد انتخاب کرده، تنظیمات آن را ببینید و چرخه بعدی چاپ را با آن تنظیمات انجام دهید.
Smart Experiments: قدم به قدم
شما ابتدا باید مدل خود را به چند بخش تقسیم کنید. در کنار Cura 3D، شما به یک نرم افزار دیگر نیز نیاز دارید:
۱- مدلی را پیدا کنید (برای تقسیم کردن به چند بخش) و به حد کافی بزرگ باشد.
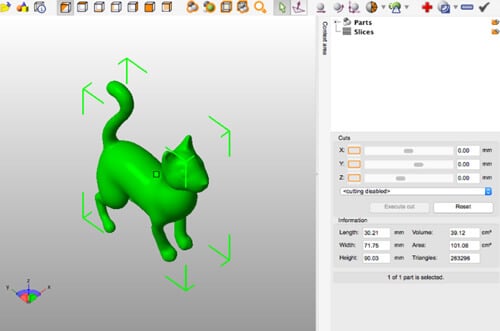
۲- نرم افزار Netfabb را دانلود و نصب کنید. این نرم افزار برای تعمیر مدل های معیوب استفاده می شود اما همچنین می تواند به شما کمک کند تا مدل را به چند بخش تقسیم کنید.
۳- مدل خود را در Netfabb باز کنید و با استفاده از ابزار برش، آن را به چند بخش تقسیم کنید.
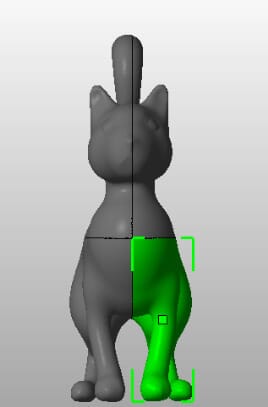
۴- هر بخش را جداگانه انتخاب کرده (CTR + left click) و آنها را جداگانه Export کنید. حواستان باشد از یک روند نامگذاری استفاده کنید تا بعدا بتوانید بخش ها را دوباره کنار هم قرار دهید.
زمانی که تمام بخش های متفاوت را ذخیره کردید، وقت آن است که آنها را با Cura باز کنید. روی هر قسمت تنظیمات متفاوتی اعمال کنید و آنها را دوباره در کنار هم قرار دهید. اینجا نحوه کار را به شما می گوییم:
۱- تمام بخش ها را در Cura 3D باز کنید.
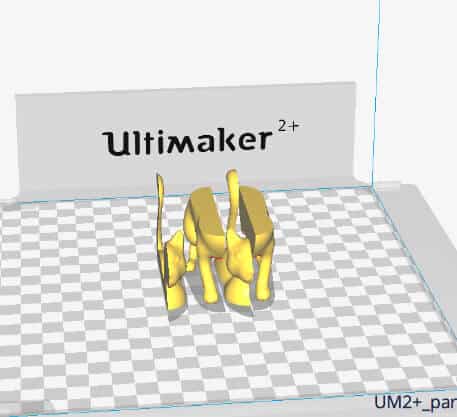
۲- هر قسمت را انتخاب کرده (CTR + Left click) و روی گزینه Per Object Setting در نوار سمت چپ کلیک کنید. این کار به شما اجازه می دهد که تنظیمات را فقط بر روی همان بخش اعمال کنید.
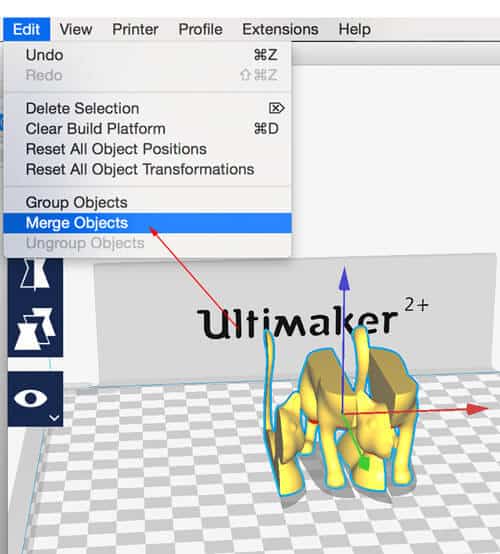
۳- وقتی روی بخش های مختلف مدل، تنظیمات متفاوت انجام دادید، تمام بخش ها را با هم انتخاب کنید ( دکمه کنترل + کیلک چپ را روی هر بخش جداگانه بزنید). از منوی بالا، Edit و سپس Merge Object را انتخاب کنید. نرم افزار Cura تلاش می کند تا با ترکیب کردن بخش ها، یک مدل یکدست بسازد.
۴- فایل G-Code را فرستاده و پرینت کنید. هر بخش با تنظیماتی که شما اعمال کردید چاپ خواهد شد. پس از پایان کار می توانید بخش ها را بررسی کرده و بهترین تنظیمات را پیدا کنید.
شما با این کار می توانید در یک چرخه چاپ، چهار مورد متفاوت را تجربه کنید، به علاوه در وقت و مواد نیز صرفه جویی کنید. ما به این می گوییم “چرخه آزمایش هوشمند”.
جمع بندی آموزش پیشرفته نرم افزار کیورا
خب، این بود آموزش طولانی Cura 3D. امیدواریم لذت برده باشید.
اگر تمام نکات را دنبال کردید و موفق شدید تنظیمات Custom را به درستی روی مشکلات اعمال کنید، کیفیت چاپی که از پرینتر خود می گیرید باید از همه جهات بهبود یافته باشد. اگر پس از خواندن این مقاله تجربیات زیادی با Cura 3D داشتید، ما دوست داریم تا درباره آزمایش ها، شکست ها، موفقیت ها و هر چیز دیگر در این باره بشنویم (برایمان کامنت بگذارید تا به اسم خودتان توسط دیگران دیده شوید).
| آموزش چاپ سه بعدی دو نازل با Cura | آموزش دیواره محافظ یا Ooze Shied در نرم افزار Cura |
در حالی که ما تلاش کردیم مهمترین تنظیمات را در این مقاله آموزشی پوشش دهیم، بسیاری از تنظیمات نه چندان معمول دیگر ناگفته ماند. نرم افزار Cura 3D بیش از ۱۰۰ مورد تنظیمات Custom دارد که ما در چاپ معمولی تنها ۴۰ مورد از آنها را استفاده می کنیم.
امیدواریم شما پس از تجربه کردن تنظیمات معمول Cura، از این هم فراتر رفته و تنظیمات پنهان دیگر را نیز امتحان کنید. فرآیند بهینه سازی تنظیمات برای بالا بردن کیفیت تا بالاترین حد ممکن، چالش بر انگیز، جذاب و اعتیاد آور است.
دانلود کتاب راهنمای جامع پرینت سه بعدی با نرم افزار Cura



سلام وقت بخیر ممنون بابت آموزش عالی که گذاشتید
یک سوال اگر بخوایم بهترین کیفیت که کمترین خط پرینت مشخص باشه یا کلا برای ساخت مجسمه و اکشن فیگورها برای دستیابی به بهترین کیفیت سطح همراه با جزئیات چه گزینه هایی را و یا چه اعدادی را در کدام گزینه ها اعمال کنیم بهتره؟
یا اینکه از چه چیزی برای زیر رنگ و کار استفاده کنیم که خطوط مشخص نباشند ؟ چون برای اکشن فیگور و …. جزئیات در حالت استفاده از حلال یا سمباده از بین میروند ممنون میشم راهنمایی بفرمایید
اگر سایز مجسمه بزرگ نیست باید ارتفاع لایه کم (یعنی سطح ظریفتر) گذاشته شود. height layer –
اول از همه نرم افزار کیورا را به آخرین ورژن آپدیت کنید چون خیلی از مشکلات در ورژنهای جدید اصلاح شده اند. سپس جملاتی مثل زیر رو در گوگل برای دریافت آخرین راهنماهای پرینت سرچ کنید:
cura setting for best smooth surface
بسیار مفید و عالی . ممنون از شما
سلام خسته نباشید
پرینتر که میگیرم ضخامت لایه اولم کم میشه نازلم ۰٫۴هست من layer haeit =0.2 میگذارم کجا باید تغیرات ایجاد کنم
Primary layer height
First layer height
Initial Layer Height
Initial Layer Width
پارامترهای فوق با نامهای مشابه در نرم افزارهای اسلایسر معتبر چاپگر وجود دارند که باید عددها را بیشتر کنید تا لایه اول ضخیمتر شود. در ضمن برای کیفیت خوب لایه اول استفاده از Raft، سرعت کم پرینت و دمای مناسب و کیفیت فیلامنت خیلی مهم هست.
مطمئن شوید قطعات مکانیک و الکترونیک چاپگر کاملا درست عمل میکنند
مطمئن شوید بستر ساخت تراز (کالیبره) هست
مطمئن شوید کیفیت مدل سه بعدی مناسب بوده و برای چاپ۳بعدی بهینه شده است
لینک زیر البته به انگلیسی است میتوانید در مترجم آنلاین گوگل آنرا به فارسی بخوانید:
https://all3dp.com/2/cura-first-layer-settings-simply-explained
سلام وقت بخیر پرینت که میگیرم ابعادش کوچک در میاد چطور میتونم حلش کنم
ببینید باید فایل سه بعدی بررسی شود شاید کلا کوچک طراحی شده است. یا وقتی در نرم افزار اسلایسر چاپگر سه بعدی قرار میدهید اندازه به مقیاس کوچک وارد میشود که مسلما همان اندازه هم پرینت سه بعدی میگردد. میتوانید دستی مقیاس را بزرگتر کنید در اسلایسر .
اگر هم مقصودتان دقت ابعاد هست و میلیمتر صنعتی قطعه پس از چاپ از استاندارد معمول کوچکتر میشود اینها بستگی به کیفیت پرینتر سه بعدی دارد
سلام وقتتون بخیر. بعضی از مدلا کارش چند روز طول میکشه . من میخوام پرینتر شب کار نکنه و روز ادامه بده به کار کردن یا وقتی که برق رفته و بعد ازوصل مجدد شروع کنه به کار کردن اما متاسفانه هیچ راهی پیدا نکردم که این مشکل رو رفع کنم و بعد از رفتن برق یا استپ پرینتر دیگه باید از اول مدل رو پرینت کنم ایا شما راهکاری ندارید
سلام. باید روی پینترتان سیستم هایبرنیت نصب شود یا اینکه از UPS استفاده کنید.
سلام، وقتتون بخیر
چطور میشه تنظیمات دمایی اکسترودر رو خاموش کرد تا دیگه داغ نشه؟ علاوه بر اون بخاطر نبود سیستم حرارتی ارور هم نده چون من نمیخوام اکسترودر حرارتی داشته باشم
این کار غیرمنطقی است فقط شاید در هنگام تنظیمات مدل در نرم افزار اسلایسینگ پرینتر سه بعدی این گزینه طوری تنظیم شود که نازل در حداقل دما باشد – کلا چون پرینتر متریال ترموپلاستیک توسط حرارت نازل ذوب و قطعه ساخته میشود امکان صفر کردن دما وجود ندارد و (کلا با این کار اگر هم بشود) پرینتر از کار می افتد و تزریق پلاستیکی صورت نمیگیرد
سلام و ارادت
آیا درمورد اینکه چگونه باید تزریق دستگاه رو کنترل کرد تنظیماتی داریم؟
من دستگام زیاد از حد تزریق میکنه لطفا کمک کنید ممنون
بله
در تنظیمات اسلایسر میتوان سرعت تزریق را تنظیم کرد
یا مبحث
retraction
هم امکان تغییر دارد
کاربران حرفه ای هم در کدهای جی کد تغییر اعمال میکنند
سلام اقای سینایی خیلی عالی این مقاله شما من استفاده کردم کاش امکان دانلود این مقاله شما بود من نتونستم دانلود کنم این امکان لطفا بدین تا بیشتر استفاده کنیم ممنون میشم
سلام دوست عزیز- در مرورگر cntr+p کیبورد را بزنید میتوانید به صورت pdf هر صفحه وب را دانلود کنید. در ضمن به زودی قرار است مجموعه آموزشهای نرم افزاری در فرمت PDF در سایت قرار گیرد