ارتفاع لایه گذاری یکی از بدیهیترین تنظیمات چاپ سه بعدی است و نقشی اساسی در انجام فرآیند 3D Print ایفا میکند. این عامل به ظاهر کوچک نه تنها در سرعت پرینت تاثیر میگذارد، بلکه در جزئیات نهایی قطعه هم موثر است. چرا؟ این مقاله را بخوانید تا بدانید.
Layer Height در چاپ سه بعدی چیست و چرا مهم است؟
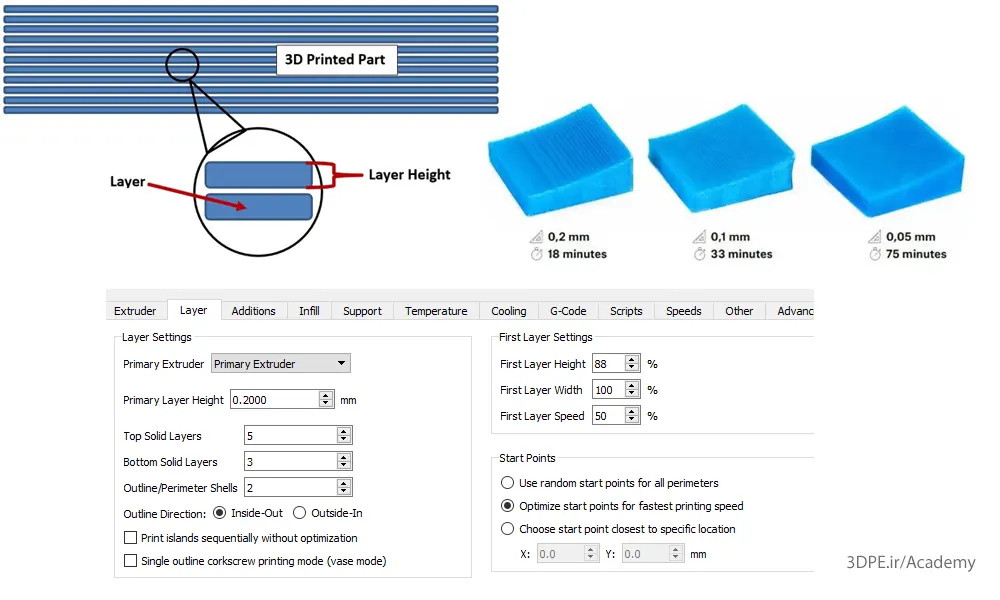
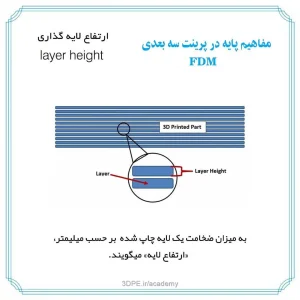
ارتفاع لایه گذاری دقیقا همان است که از اسمش پیدا است: ارتفاع دقیق هر لایه از پلاستیک اکسترود شده، خالص شده، سخت و محکم شده توسط پرینتر سه بعدی؛ این گزینه با استفاده از برنامه نرم افزاری اسلایسر چاپگر۳بعدی تنظیم میشود و در نتیجه نهایی چاپ، از آنچه که فکر میکنید مهم تر و موثرتر است. استفاده درست از این تنظیم باعث بالا رفتن سرعت، رزولوشن و همواری پرینت شما می شود.
نکته: معمولا Layer Height در پرینت سه بعدی را به واحد میکرون می سنجند. یک میکرون با ۰٫۰۰۱ میلیمتر برابر است.
یک چیز که در مورد تنظیم Layer Height در کار با پرینتر های FDM باید بدانید: در نرم افزار اسلایسینگ، هر چقدر مقدار عددی این کمیت کمتر تنظیم شود، دقت سطح بهتر ولی مصرف متریال و زمان پرینت افزایش میبابد و بالعکس.
پس اگر پرینتی سریع و با دقت معمول میخواهید، عدد ارتفاع لایه را خیلی کاهش ندهید ولی اگر مهمترین الویت، بالاترین کیفیت سطح قطعه است، میزان ارتفاع لایه را در کمیتهای پایین قرار دهید. دقت کنید که این مورد برای قطعات کوچک جواب میدهد و فرضا اگر قطعات بزرگی دارید با تنظیم دقت چاپ بسیار بالا، زمان چاپ قطعه شما به روزها یا حتی هفته ها تغییر میکند که مسلما از نظر فنی چنین پرینتی امکان پذیر نیست؛ کلا هر چه قطعه بزرگتر شود باید عدد دقت چاپ را در اسلایسر کمی بالاتر ببرید (وقتی اصرار دارید این قطعه بزرگ کاملا یکپارچه پرینت شود).
پرینترهای مختلف، حداکثر رزولوشن های متفاوتی برای Layer Height دارند. کمترین ارتفاع لایه استاندارد عموما بین ۵۰ تا ۱۰۰ میکرون است (۰٫۰۵ تا ۰٫۱ میلیمتر). معمولا پرینتر های ارزان قیمت چنین دقتی ندارند، مثلا یک چاپگر ارزان حداقل ارتفاع لایه ۳۰۰ میکرون (۰٫۳ میلیمتر) را بعنوان بالاترین دقت ارتفاع لایه ارائه میکند. بنابراین در زمان خرید پرینتر سه بعدی به کمترین میزان Layer Height دقت کنید. البته فراموش نکنید که عدد رزولوشن کمتر از ۵۰ میکرون در تکنیک ترموپلاستیک FDM یک شعار تبلیغاتی بیشتر نیست و جنبه عملی و فنی ندارد.
نکته: پرینتر های SLA و لیزری، حداقل Layer Height بسیار کمتری در مقایسه با پرینتر های FDM دارند؛ به همین دلیل می توانند اجسام ریز را با جزئیات به شدت دقیق چاپ کنند.
مقاله مرتبط: مقایسه دو فناوری پرینتر سه بعدی: FDM درمقابل SLA
بهینه سازی سرعت چاپ
یکی از رایج ترین دلایل تغییر ارتفاع لایه گذاری در پرینتر سه بعدی، بالا بردن سرعت چاپ است. ارتفاع لایه بیشتر یعنی پرینتر برای رسیدن به یک ارتفاع کلی، دفعات کمتری پرینت می کند و در نتیجه، پرینت سریع تر انجام می شود.
نکاتی در مورد رزولوشن پرینتر سه بعدی SLA و FDM
عموما، بالا بردن Layer Height باعث افت رزولوشن و کیفیت چاپ می شود. بنابراین این کار برای پرینت های بزرگ مناسب است زیرا در آنها جزئیات اغلب یا نادیده گرفته می شوند یا در فرآیندهای پرداختکاری بعدی روی آنها کار می شود.
Layer Height می تواند برای هر پرینت، بهینه سازی شود. به گونه ای که سریع ترین حالت پرینت را پیدا کنیم در حالی که رزولوشن مناسبی هم به دست بیاید. با این وجود، این کار در هر پرینتر با پرینتر دیگر متفاوت است زیرا تنظیمات اضافه تری برای این کار لازم است (به دستورالعمل نرم افزار اسلایسر و دفترچه راهنمای سازنده چاپگر مراجعه کنید).
مقاله مرتبط: آموزش نرم افزار CURA – قسمت اول: مرحله مقدماتی
بالا بردن رزولوشن پرینت سه بعدی
یک حقیقت شناخته شده در بین کاربران پرینتر سه بعدی این است: اکثر پرینترهای سه بعدی، «رزولوشن عمودی» بالاتری نسبت به «رزولوشن افقی» دارند. چرا؟ حرکت در حالت عمودی طولانی تر است و به همین دلیل می تواند دقت بالاتری داشته باشد نسبت به زمانی که در محور های دیگر با زمان کمتری حرکت می کند. به همین سبب، چاپگر می تواند جزئیات بهتری را در حالت عمودی نسبت به حالت افقی ایجاد کند.
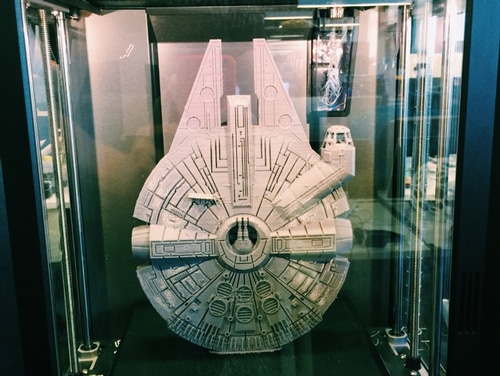
این یکی از دلایلی است که مدل سه بعدی غولپیکر “Fillenium Malcon” که توسط “aaskedall” طراحی شده، به خاطر داشتن جزئیات شگفت انگیز ظریف و امکان چاپ با اغلب پرینترهای متریال فیلامنت است (این مدل سه بعدی در بین طرفداران فیلم جنگ ستارگان: Star Wars بسیار محبوب است) در این مدل با تنظیم صحیح layer height میتوان در اغلب پرینترها هم زمان چاپ بهینه و هم دقت سطح خوبی بگیرید. دیگر طراحان نیز متوجه این واقعیت شده اند و از روش طراح این مدل برای بهینه کردن فایلهای خود در فرآیند ۳DPrinting استفاده کردند. این مدل در سایت thingiverse.com بصورت رایگان قابل دانلود می باشد (آموزش دانلود رایگان فایل پرینت سه بعدی).

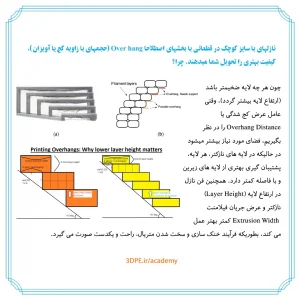
هر چه عدد Layer Height پایینتر باشد، سرعت پرینت شما نیز باید به تناسب آن پایین بیاید تا لایه گذاری درست انجام شود چون پرینتر برای رسیدن به یک ارتفاع مشخص، از لایه های بیشتری استفاده می کند و این اجازه می دهد که جزئیات هر چه بهتر و دقیق تر چاپ شوند؛ آیا با سرعت بالا اعمال چنین حجم فشرده لایه گذاری را منطقی میدانید؟! مسلما نه. برای دقت سطح خوب باید زمان را فدا کنید و عجله نداشته باشید.
برای مشاهده عکسهای زیر با سایز بزرگ، راست کلیک کرده و open link in new tab را بزنید


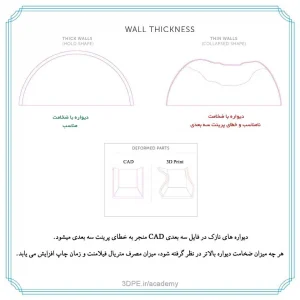



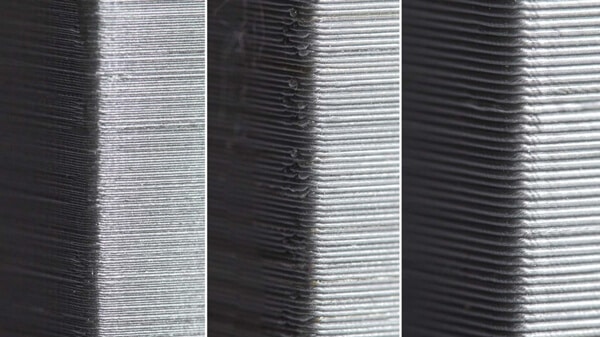
صاف و هموار کردن (Smoothing) سطح پرینت
یکی دیگر از مزایای استفاده از Layer Heigh پایین برای تولید جزئیات بالا، صاف و هموار شدن یا همان پولیش پرینت است. با ارتفاع لایه پایین تر، لایه ها کمتر مشخص می شوند و پرینت صاف تر تولید می شود. با ارتفاع لایه بالاتر، سطح پرینت سفت و خشن می شود و لایه ها به وضوح قابل مشاهده هستند.
مقاله مرتبط: تکنیکهای پولیشکاری فیلامنت ABS پرینتر سه بعدی
با این اطلاعات، می توانید مطمئن شوید که پرینت شما صاف و صیقلی خواهد بود. پس با پایین آوردن Layer Height، پرینت شما تا حد ممکن صاف و هموار خواهد بود. این کار، همانطور که حدس می زنید، باعث افزایش دقت و کاهش سرعت پرینت خواهد شد. بنابراین در پرینت های سایز بزرگ حواستان به زمان پرینت باشد.
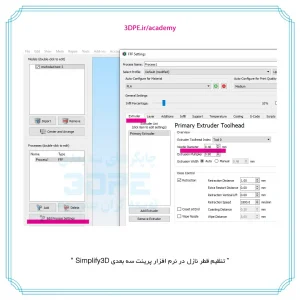
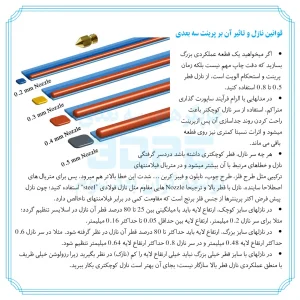
همیشه بین میزان قطر نازل نصب شده در پک اکسترودر چاپگرتان و ارتفاع لایه تنظیم شده در نرم افزار اسلایسر، تعادل را رعایت کنید. هر چه قطر نازل کمتر شود، زمان پرینت و میزان خطای گرفتگی نازل و توقف جریان فیلامنت نیز بیشتر میشود؛ پس با وارد کردن کمیت رزولوشن نامناسب این احتمال را تشدید نکنید.
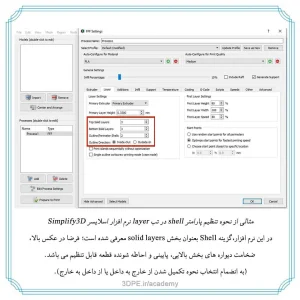
حرفهایها این مورد را در نظر خواهند داشت و حتی ورژن جدید نرم افزار Slic3r شرکت prusa یک تنظیم جدید اضافه کرده که با تغییر Layer Height میتوان باعث افزایش صافی و همواری پرینت شد.
برای اطلاعات بیشتر، مطلب روشهای پرداخت و پولیشکاری فیلامنت PLA را نیز مطالعه کنید.