
ساپورت در چاپ سه بعدی یک الزام برای پرینت صحیح قسمتهای overhang یا آویزان میباشد. ولی پیدا کردن بهترین تنظیمات ساپورت برای افراد تازه کار سخت و آزاردهنده است.
نویسنده این مقاله چندین نوع تنظیمات را در نرمافزار Cura بررسی کرده و به اذعان خود بهترین نتیجه را در اینجا آورده است: هدف به دست آوردن بهترین سطح (Surface) و حداقل عملیات پرداخت کاری پس از چاپ میباشد.
به طور کلی مراحل زیر را انجام خواهیم داد:
- استفاده از فیلامنت PLA
- تنظیمات دمایی ۱۸۰ تا ۱۹۰ درجه سانتیگراد
- inteface support در حالت on
- Interface thickness به طور میانگین ۰٫۶ میلیمتر
- Interface distance از شی به میزان ۰٫۲ میلیمتر
- آزمون مدل smurf
- نکات کاربردی بستر پرینتر سه بعدی
| مقایسه ساختار ساپورت بر اساس فناوری چاپ سه بعدی |
مرحله اول: تنظیمات ساپورت گذاری نرمافزار Cura
اغلب افراد حرفهای پیشنهاد میکنند که از آخرین ورژن استفاده شود تا بهترین کیفیت پرینت سه بعدی حاصل گردد. توجه کنید که هر چه نسخه جدیدتری استفاده کنید، ممکن است با گزینه های پیچیدهتری برای تنظیم مواجه شوید. چرا با وجود دیگر نرم افزارهای اسلایسر از «کیورا» استفاده کردیم:
- چون رایگان است
- رابط کاربری خوبی دارد
- تنظیمات پیشرفته متعددی دارد که چندین حالت پرینت را برای کاربران حرفهای فراهم میکند.
| آموزش ساپورت گذاری در نرم افزار Simplify3D |
تنظیمات بخش Print setup (Print Setting) نرم افزار کیورا را باز کنید (حالت custom را فعال کنید تا تنظیمات پیشرفته قابل مشاهده شوند). در این بخش دو حالت simple و advanced وجود دارد. در هر دو حالت با زدن آیکون فلش کنار هر ردیف به تنظیمات بیشتری دست می یابید. همانطور که میبینید حجم انبوهی از گزینه ها را در مقابل خود دارید، بنابراین روزهای زیادی برای تست همه آنها نیاز خواهید داشت. در اینجا روی پارامترهایی با بیشترین اهمیت تمرکز می کنیم:
- تنظیمات دمایی temperature
- ساپورت پایه Basic supports
- enable support
- interface thickness
- support distance
مرحله دوم: تست پرینت با تنظیمات بخش اول
از این قسمت تا مرحله ۶، قطعات مشابهی تست شده و در نتیجه با هر بار پرینت تنها به تغییر یک گزینه نیاز دارید. در این آموزش برای نشان دادن تنظیمات بهینه ساپورت، تمامی قطعات طوری طراحی شدهاند که به ساپورت در بخش زیرین نیاز داشته باشند. فرضاً در عکس زیر قطعه ای با اندازه ۳۰-۳-۲ میلیمتر میبینید که در کف یک بخش دارای برآمدگی کوچکیست تا نیاز به ساپورت پرینت سه بعدی داشته باشد.
این قطعه با تنظیمات زیر پرینت سه بعدی شد:
- ۱۸۰ درجه سانتیگراد (در دماهای بالاتر تغییرات سطح قابل مشاهده نیست، حداکثر تا ۲۱۰ درجه)
- سرعت ۵۰ میلیمتر بر ثانیه
- رزولوشن ۰٫۱ میلیمتر
- قطر نازل ۰٫۴ میلیمتر
مرحله سوم: تغییرات دما و ساپورت پایه:
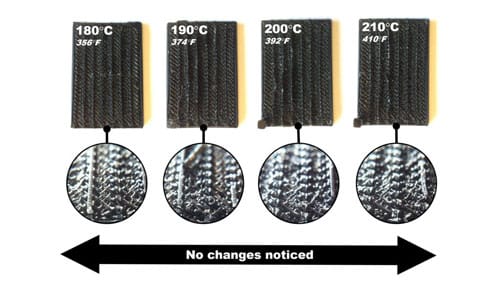
ابتدا تیک فعالسازی ساپورت را در نرمافزار cura میزنیم (تب ساپورت). حالا قطعه را با دماهای مختلف پرینت میگیریم. عکس بالا گویای همه چیز هستند و نیاز به توضیح نیست؛ همانطور که میبینید نتایج مشابه هم است و در این مدل دما تأثیری مهمی نداشته و سطوح خشن و نامناسب شده اند.
مرحله چهارم: تغییرات دمایی – ساپورت پایه – interface:
تیک فعالسازی support interface را بزنید (تب ساپورت). دوباره با دماهای مختلف چاپ را انجام میدهیم. نتیجه چشمگیر است:
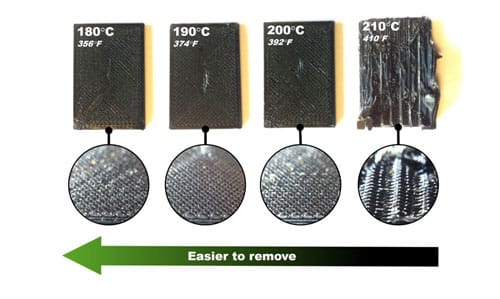
- سطوح قطعه در حالت interface بسیار ظریفتر چاپ شده اند.
- در دمای خیلی بالا (۲۱۰ درجه)، ساپورتها به شدت به سطح شی میچسبند و قابل جداسازی نیستند.
مرحله پنجم: تغییرات گزینه Interface Thickness:
با توجه به نتایج مرحله قبل، عاقلانه است که interface support فعال باشد و ضخامت یا thickness آن تنظیم شود. ضخامت را به یک دلیل تغییر میدهیم: ساپورتها در عین مقاومت، آنقدر نازک باشند که مثل حالت پوست کندن، به راحتی از سطح شی جدا شوند.
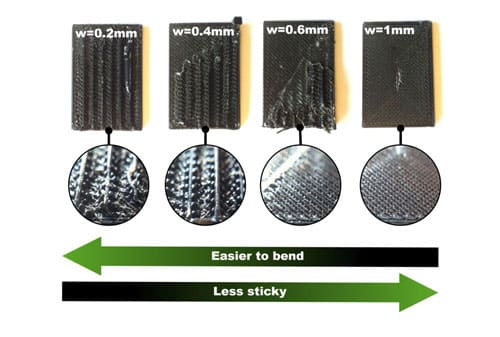
نتیجه باز هم رضایتبخش است:
- هر چه interface نازکتر باشد، آسانتر خم میشود.
- با این حال، interface نازکتر با سختی بیشتری به شی میچسبند و ممکن است برخی تکههای ساپورت (ضخامت ۰٫۲ – ۰٫۴ – ۰٫۶) روی مدل باقی بمانند.
مرحله ششم: تغییر distance یا فاصله interface:
حالا به آخرین گزینه تنظیمات این بخش از نرمافزار میرسیم؛ فاصله بین بافت ساپورت و سطح شی.
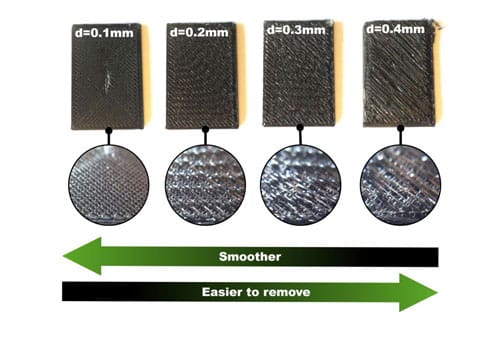
با بررسی نتایج زیر بدست آمد:
- وقتی distance زیاد شود، به طبع ساپورتها آسانتر جدا میشوند.
- اما از طرف دیگر، هر چه فاصله بیشتر شود، محل تماس ساپورت و سطح شی سختر و خشنتر است.
مرحله هفتم: انتخاب بهترین تنظیمات پرینت سه بعدی:
با احتساب نتایج بدست آمده در مراحل قبل، مناسبترین حالت به صورت زیر انجام گرفت:

- دما بین ۱۸۰ تا ۱۹۰ درجه سانتیگراد. دقت کنید اگر دما خیلی پایین باشد، قطعه خیلی شکننده خواهد شد؛ زیرا لایه ها خیلی محکم به یکدیگر قفل نخواهند شد.
- گزینه Support interface حتماً روی حالت فعال یا ON باشد.
- حالت معمول Interface thickness عدد ۰٫۶ میلیمتر است.
- Distance برای Support interface (فاصله بین ساپورت و شی) به میزان ۰٫۲ میلیمتر
در عکس زیر یک قطعه با تنظیمات بالا تست شده است. به نظر مناسب میآید و تعادل رعایت شده؛ ساپورتها به راحتی کنده میشود و بافت شی نیز به اندازه کافی مسطح است.
مرحله هشتم: آزمون مدل Smurf
حالا به تست اسمورف میرسیم. اصلاً میدانید این تست چیست؟
در این آموزش منظور از آزمون اسمورف، بررسی پرینت با شرایط توضیحی قبلی با مدلی پیچیده تر است. یک تندیس با بخشهای آویزان بهترین انتخاب میباشد. مدل سه بعدی تندیس از سایت thingiverse.com برداشته شد و چون نام مجسمه Smurf بود، تصمیم گرفتیم آنرا بنام آزمون اسمورف بگذاریم!

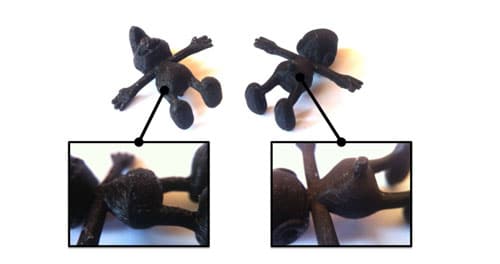
در نرمافزار Cura برای پیچیده شدن شرایط چاپ، مدل را به صورت خوابیده از شکم تنظیم کنید (صورت به سمت پلیت باشد). حالا با تنظیمات گفته شده مدل را پرینت سه بعدی کنید تا ببینید ساپورتها به راحتی کنده میشوند و سطح مدل نیز چه کیفیتی خواهد داشت.

نتیجه:
• پس از اتمام فرآیند چاپ سه بعدی، ساپورتها به راحتی کنده شدند (حدود یک دقیقه زمان برد).
• سطح شی قابل قبول به نظر میرسد. ما رزولوشن ۰٫۲ میلیمتر را در نظر گرفتیم (به جای ۰٫۱ میلیمتر)
• هنگام جدا کردن ساپورتها، دماغ تندیس اسمورف ما نیز کنده شد، چون زیادی کوچک بود!
مرحله نهم: نکاتی درباره چسبندگی بستر پرینتر سه بعدی:
برای خاتمه دادن به این آموزش، مناسب دیدیم، یکسری ترفندهای کاربردی برای پلیت چاپگر سه بعدی را توضیح دهیم:
- ورقهای PEI: بنام Polyetherimide در خارج از ایران بسیار محبوب است. با فیلامنت PLA و دمای بستر ۶۰ درجه عالی نتیجه میدهد.
- نوار چسب حرارت پذیر: بنام Masking tape بوده و زیاد استفاده میشود. انواع ارزان قیمت آن تمایلی شدیدی به ور آمدن از بستر دارند و مجبورید مدام آنرا عوض کنید.
- چسب ماتیکی: قبل از گرم شدن هیتر بستر ساخت، چسب ماتیکی را روی سطح بمالید تا چسبندگی خوبی برای قطعه فراهم کنید (البته همراه با فعال بودن لایه Raft).
وقتی مدل بدقلق به بستر چاپ نمیچسبد، چه کار کنم؟
- سطح بستر پایین است: مطمئن شوید نازل هد در ارتفاع مناسبی قرار دارد، اگر فاصله خیلی زیاد باشد، پرینت تمایل به جدا شدن پیدا میکند.
- سرعت زیاد است: سرعت چاپ را در لایههای اول کاهش دهید، برای مثال X0.5 یا حتی کمتر. تازه کارها بهتر است هنگام چاپ لایه اول، پرینتر را رصد کنند تا از درست طی شدن مراحل اطمینان یابند. وقتی لایههای اول تمام شدند، سرعت بالاتر موردی ندارد.
- استفاده از Raft: با استفاده از لایه raft (به معنی تخته بندی شنا یا کلک)، اگر عدم چسبندگی پیش بیاید، تنها همین لایه تأثیر می پذیرد. همچنین این لایه یک پلتفرم خوب برای پرینت سه بعدی مدل فراهم میکند.
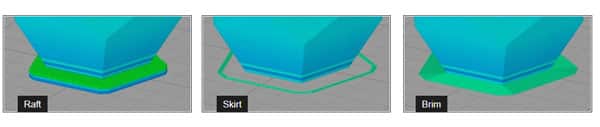
- استفاده از Brim: این لایه نیز کارکردی شبیه raft داشته و به معنی لبه سازی یا حاشیه سازی اطراف قاعده مدل میباشد. لایه «بریم» نیز چسبندگی مدل به پلیت را افزایش میدهد.


عالی ، واقعا خسته نباشید به خاطر آموزش های جامع و خوبتون