نحوه تنظیم نرم افزار اسلایسر برای پرینت3بعدی ضد آب
یک نرم افزار خوب اسلایسر را انتخاب کنید که امکان تنظیمات پرینت سفارشی (ویرایش Advanced) داشته باشد.
برای دستیابی به اکستروژن اضافه، باید سرعت پرینت را کم کنید و ضریب اکستروژن را بیفزایید. با این کار، اکستروژن عریض تر شده و با لایه ها همپوشانی کامل پیدا می کند.
| فیلم آموزش کار با نرم افزار سیمپلیفای |
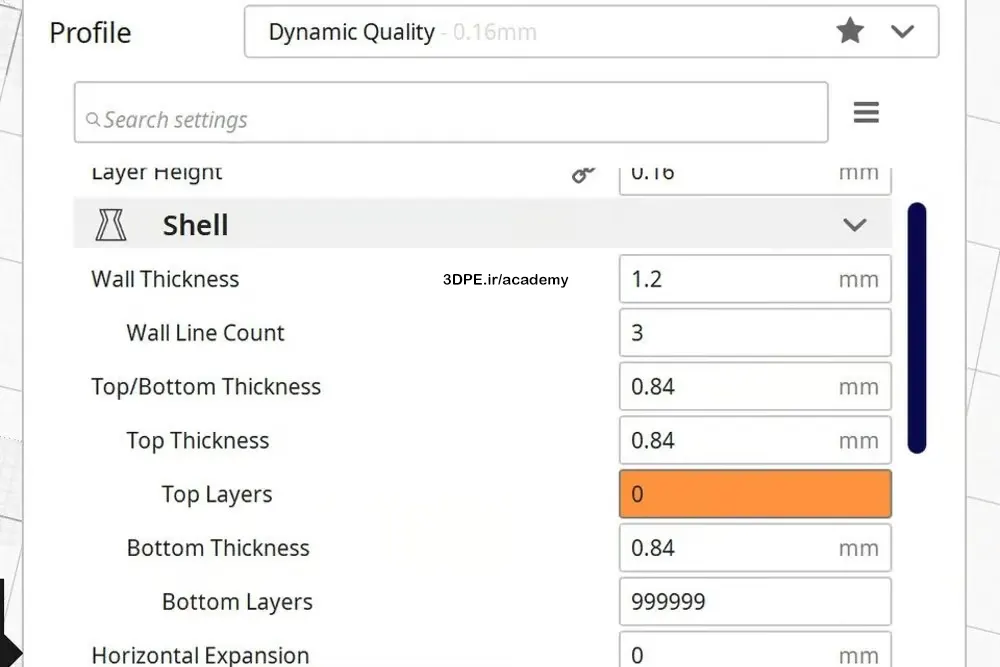
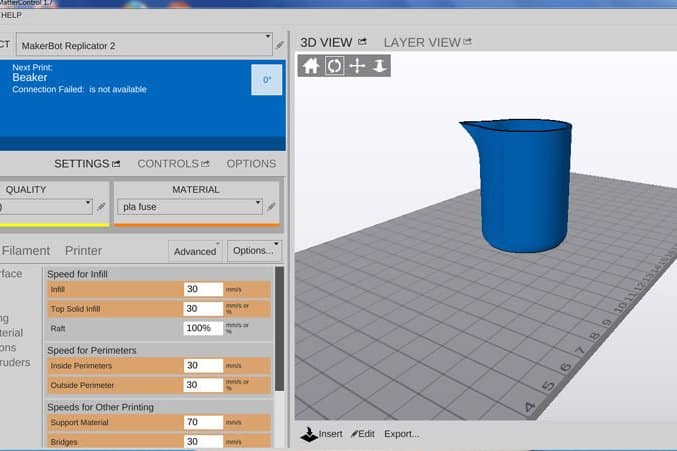
برای انجام این کار باید تعدادی از تنظیمات نرم افزاری اسلایسر را تغییر دهید؛ این کمیتها را می توان در بخش setting اسلایسر خود مشاهده و ویرایش کنید:
قبل از خواندن ادامه مطلب، بدانید که بررسی کیفیت طراحی سه بعدی فایل، اولین قدم برای ضدآب کردن قطعه پرینت است.
راهنمای کمیتهای چاپ ضدآب
- از یک فیلامنت مقاوم در برابر آب استفاده کنید که بتواند براحتی آب را تحمل کند (مثل متریال PETG یا polypropylene)
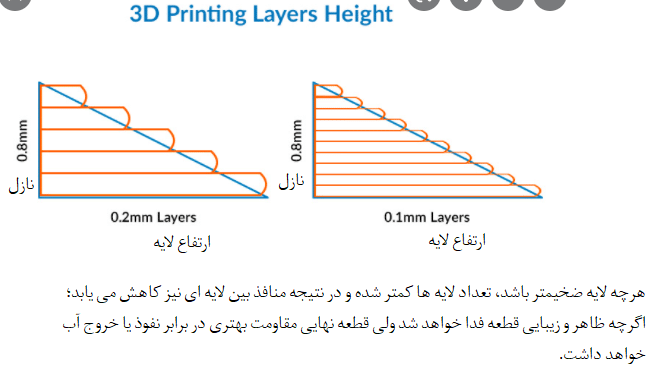
- layer Hight: تنظیمات چاپ خود را به لایه های بزرگتر تغییر دهید.
- nozzle temp: دمای پرینت را افزایش دهید.
- speed: سرعت پرینت را کاهش دهید.
- Perimeters/Wall Thickness: ضخامت نمای بیرونی (دیواره) را افزایش دهید.
- Extrusion rate: ضریب سرعت جریان/اکستروژن خود را افزایش دهید تا مقدار پلاستیک را بیش از حد اکسترود کنید تا این شکاف ها پر شود.
- first layer: برای چسبندگی بهتر لایه، چاپ خود را افزایش دهید
- یک نازل ضخیمتر مانند نازل 0.6 میلی متری را در پک اکسترودر چاپگر نصب (با هماهنگی شرکت سازنده دستگاهتان) و در نرم افزار اسلایسر نیز آنرا فعال کنید.
- infill: برای پر شدن بیشتر مدل، درصد/دانسیته پر شدن خود را افزایش دهید
- یک لایه رزین اپوکسی یا هر پوشش دهنده دیگری که میشناسید را برای مهر و موم کردن شکاف یا سوراخ احتمالی قطعه بکار ببرید.

مراحل پولیشکاری پس از پرینت برای ضدآب کردن قطعه

- حمام استون یا حمام بخار مثلا برای قطعه حاصل ABS
- قرار دادن در محفظه حرارتی تا سطح قطعه بخاطر گرما متراکم شود (دقت کنید شدت حرارت نباید سبب دفورمگی قطعه شود).
- اعمال پوششدهی سطح: اسپری اپوکسی، اسپری چسب، اسپریهای عایقکاری، رنگ اکریلیک ضدآب، مومکاری، لاک ناخن، غوطهور کردن در ظرف رنگ پلاستیکی دیپ
جمعبندی:

تنظیمات توضیح داده شده در بخش قبل باعث میشود که جسم پرینت شده سختتر باشد و در نتیجه منفذ کمتر داشته و به باکتریها اجازه رشد داده نمیشود.
نکته: نگهداری غذاهای خشک برای فیلامنت PLA امکانپذیر و بیضرر است؛ اما در مورد موادغذایی مایع یا گرم، اصلا ظروف پلاستیکی حاصل پرینت توصیه نمیشوند (بخاطر ذوب شدن و انتشار مواد پلاستیک در غذا). در ضمن برای پرینت لوازم نگهداری مواد خوراکی حاصل پرینت حتما از یک پک نازل اکسترودر کاملا نو و پاکیزه استفاده کنید. چون اکسترودر قدیمی بعلت فیلامنتی که در داخل نازلش باقیمانده، آلوده میباشد و نباید برای پرینت ظروف استفاده شود.
در نهایت، حواستان باشد که برای پرینت وسایل مربوط به مواد غذایی، بجای نازلهای پیشفرض برنجی از نازلهای فولادی ضدزنگ یا نازلهای بدون سرب استفاده نمایید. برخی از نازلهای برنجی دارای آلیاژهایی هستند که شامل سرب بوده و ممکن است در طول پرینت خارج شده و با غذا در تماس قرار بگیرند.