تعمیر و نگهداری مناسب چاپگر سه بعدی بعدی برای ادامه کار و عملکرد درست آن، ضروری است. این مطلب را بخوانید تا بفهمید چه چیزهایی نیاز دارید و چرا الزامی هستند.
تمام دستگاههای تولیدی نیاز به تعمیر و نگهداری دارند، حتی یک پرینتر سه بعدی رومیزی کوچک. تولیدکنندگان معمولاً یک چک لیست از اقدامات نگهداری پیشگیرانه ارائه می دهند، اما متأسفانه، مردم تمایل دارند تعمیر و نگهداری را به تعویق بیاندازند؛ اگر بطور کلی نادیده گرفته نشود.
پرینتری که بدرستی نگهداری شده باشد، همانطور که انتظار دارید، عمل می کند و از خرابی ناگهانی جلوگیری میشود. زمان و تلاش صرف شده برای انجام وظایف سرویس دوره ای می تواند باعث صرفه جویی در ساعتها عیب یابی و حتی روزها و هفته ها انتظار برای تحویل قطعات یدکی شود (وقتی که دستگاهتان برند وارداتی است).
در این مطلب، ما یک نمای کلی از اقدامات مختلف مورد نیاز برای نگهداری پرینترهای سه بعدی متریال پلاستیک ارائه خواهیم داد. بجای آموزشهای پیچیده (رفرنس عیب یابی و رفع مشکلات پرینتر سه بعدی)، اصول اولیه را مورد بحث قرار خواهیم داد تا برای کاربران عادی قبل فهم باشد.

جعبه ابزار چاپگر سه بعدی
قبل از شروع، ایده خوبی است که یک جعبه ابزار در دسترس داشته باشید. این ابزارها زندگی را آسان تر می کند. یک کیت آچار و ابزار باید شامل موارد زیر باشد:
- پیچ گوشتی، آچار آلن و انبردست
- کاردک برای بستر چاپگر
- برس سیمی کوچک و بزرگ
- اسپری روان کننده محورها
- مواد تمیز کننده سطح بستر
- یک برس کوچک برای گردگیری وسایل الکترونیکی
بررسی و نگهداری پیشگیرانه از 3D Printer
تعمیر و نگهداری پیشگیرانه به کارهایی اطلاق می شود که بطور معمول انجام می شود تا دستگاه بخوبی کار کند و احتمال خرابیهای غیرمنتظره کاهش یابد. همچنین چرخه عمر قطعات را افزایش می دهد و هزینه های مربوط به تعویض این قطعات و زمان خرابی لازم برای انجام این مراحل حذف می گردد.
دفعات بررسی های نگهداری پیشگیرانه به دفعات استفاده از دستگاه بستگی دارد: هر چه از دستگاه بیشتر استفاده شود، کارهای پیشگیرانه بیشتری باید انجام شود. در عین حال اگر یک دستگاه برای مدتها رها شده، حتما باید قبل از شروع پرینت، بدقت بررسی شود.
1- تمیز کردن و بازرسی ظاهری

ابتدا کمی وقت بگذارید تا ظاهر دستگاه و اجزای اصلی آنرا بررسی کنید. برای ارزیابی دقیق تر آسیب و مشکلات احتمالی، تمیز کردن (مثلا گردگیری) مفید است. تمام کابلها و کانکتورهای برق باید از نظر کیفیت و اینکه آیا محکم بهم وصل شدهاند بررسی شوند. به اتصالات پک اکسترودر و بستر گرم شونده چاپگر توجه ویژه ای داشته باشید، زیرا این اتصالات جریان بیشتری را می گیرند و در نتیجه خطر آتش سوزی بالقوه دارند.
قطعات مکانیکی نیز باید از نظر سایش و پارگی بررسی شوند. پیچها را باید در صورت نیاز دوباره سفت کنید، بویژه آنهایی که به قطعات پلاستیکی متصل شدهاند و در طول زمان مستعد شل شدن هستند. تمام پیچ های پولی تسمه را بررسی کنید و در صورت نیاز سفت کنید.
برای پرینترهای سه بعدی با محور ریل واگنی (V-slot 3D printers)، اتصال را از نظر لرزش بررسی کنید (هم بستر و هم هد چاپ). مثلا اگر چرخ های واگن خیلی شل باشند ممکن است حرکت محور لرزش داشته و از طرف دیگر، اگر چرخ ها خیلی سفت باشند، محورها بصورت سیال حرکت نخواهند کرد. در صورت لزوم چرخ ها را سفت یا شل کنید (حتما با شرکت سازنده بابت گارانتی و نحوه انجام راهنمایی بگیرید).
انجام ندادن بازدید ظاهری می تواند منجر به موارد زیر شود:
- تجمع گرد و غبار و اختلال در حرکت
- نقص الکترونیکی به دلیل آسیب دیدن کابل ها و کانکتورها
- لرزش و زنگ زدگی، جدا شدن قطعات مکانیکی
2- بررسی های محور حرکتی و میله راهنما

راهنماهای خطی حرکت صاف و دقیق را در امتداد محورها تضمین می کنند. هنگامی که بدرستی نگهداری شوند، می توانند کیفیت کلی چاپ را بهبود بخشند، زیرا پرینتر FDM به شدت به حرکت خطی کاملا کنترل شده وابسته است؛ بنابراین اصطکاک مکانیکی و اختلالات حرکتی به گشتاور بیشتری از موتورهای پله ای نیاز دارد که اغلب منجر به گرم شدن بیش از حد می شود.
مطلب مرتبط: شفت هارد کروم پرینتر3بعدی
میله های خطی با بلبرینگ و ریل های خطی با لغزنده کالسکه ای بنوعی روان کننده برای کاهش سایش ناشی از اصطکاک نیاز دارند. بسته بمدت زمانی که این قطعات بدون روغن کاری کار کرده اند، خوب است که دوباره بررسی شوند.
انتخاب روان کننده مناسب چاپگر سه بعدی؟

به معنای واقعی کلمه، دهها گریس مختلف در بازار وجود دارد، بنابراین مطمئن شوید که سازنده چاپگر سه بعدی شما چه چیزی را توصیه می کند و هرگز خودسرانه عمل نکنید: روان کننده های رایج چاپگرهای سه بعدی شامل انواع سازگار گریس لیتیوم سفید و روان کننده های خشک مانند سیلیکون و اسپری پایه تفلون، اسپری خشک و چرب ناهید هستند.
دقت کنید هرگز از روغنهای نامرتبط یا محلولهای خورنده برای تمیزکاری چاپگر سه بعدی استفاده نکنید؛ مثلا روغن قطعات چرخ خیاطی یا قوطی روان کننده WD-40 تمیزکننده 3D Printer نیست! استفاده از آن روی میله ها و ریل های خطی حتی میتواند روان کنندگی را بکلی حذف و سبب جرم گرفتگی شدیدی شود بطوریکه چاره ای جز تعویض کل محورها نخواهید داشت!
انجام ندادن روان سازی محور چاپگر می تواند منجر به موارد زیر شود:
- سر و صدای بیش از حد
- لرزش و تکان شدید دستگاه
- خطوط لایه روی شی چاپ شده
- موتورهای پله ای بیش از حد گرم می شوند
3- بررسی سفتی و تراز کششی تسمه ها

اکثر پرینترهای سه بعدی از تسمه تایمر حداقل در دو محور استفاده می کنند. تسمه ها حرکت را بسیار موثر انتقال می دهند اما باید بدرستی کشش داده شوند:
اگر آنها خیلی گشاد باشند، تسمه ممکن است شل شود و حتی از دندانه خارج شود. علاوه بر این، آنها به تغییرات ناگهانی اکسترودر در سرعت و جهت واکنش خوبی نشان نمی دهند، بویژه در سرعتهای چاپ بالا یا تنظیمات سنگین هندسه های پیچیده، کاهش کیفیت سطح قطعه و خرابی پرینت ظاهر می شود. همچنین در اکسترودرهای مستقیم (یک تکه) که کل پک نازل روی محور قرار دارد، تسمه تایمر بمرور خیلی سفت یا شل شده و موتورها تحت فشار قرار گرفته و بیش از حد گرم می شوند.
تنظیم کشش تسمه
تسمه های تایم مورد استفاده در پرینترهای سه بعدی رومیزی ارزان معمولاً از نایلون ساخته می شوند ولی در دستگاههای چاپگر با کیفیت از تسمه تایم فلزی (تقویت شده با رشته فولاد) استفاده میشود که دوام بالا و حرکت متعادلی برای محور فراهم می کنند. صرف نظر از نوع تسمه، آنها در نهایت سفتی را از دست می دهند و نیاز به تنظیم دوباره دارند. برای کمک به این امر، برخی از تولید کنندگان خارجی مشهور، مانند Prusa، سخت افزار کشش تسمه قابل تنظیم روی دستگاه را ارائه می دهند (دارای مکانیزم های تسمه کش داخلی هستند که استفاده از آنها بسیار ساده است و معمولاً به یک تنظیم ساده پیچ نیاز دارند). ولی برای دستگاههای دیگر باید خودتان دست بکار شوید یا از شرکت سازنده بابت سرویسکاری تسمه ها کمک بگیرید. اگر برای شما هم اینچنین است، شاید چاپ و نصب یک مکانیزم کششی بد نباشد:
3dpe.ir/shop/product/3d-print-test-and-troubleshoot-file
انجام ندادن سرویسکاری تسمه می تواند منجر به موارد زیر شود:
- تغییر لایه پرینت و شیفت
- مشکلات پس زدگی
- چاپ های نادرست ابعادی، بزرگتر یا کوچکتر از آنچه باید باشند.
4- مراقبت از نازل

به نازل چاپگر توجه ویژه ای داشته باشید. بدیهی است که Nozzle یکی از مهم ترین بخش های یک چاپگر سه بعدی FDM است، اما با این وجود، مردم تمایل دارند تا زمانیکه مسدود شود از آن غفلت کنند!
حتی بدون گرفتگی، نازل می تواند از بیرون کاملا کثیف شود که سبب حبابی شدن و کیفیت بد سطح چاپ شده و همچنین اتاقتان با بوی وحشتناک پلاستیک سوخته پر خواهد شد.
تمیز کردن روتین نازل
سعی کنید نازل را تا حد امکان تمیز نگه دارید. آنرا گرم کنید و از یک برس سیمی ظریف استفاده کنید تا تمام پلاستیک های ذوب شده و ذوب نشده ای که روی چاپهای متوالی جمع شده اند را بردارید. از انبر کوچک یا پارچه های ضخیم نیز می توان استفاده کرد، اما فقط مراقب باشید که خود را نسوزانید. همچنین از فشار و ساییدن شدید سر نازل خودداری کنید تا هولدر نازل دچار شکستگی نشود. در حین این کار میتوانید هیت سینک را نیز تمیز کنید.
توجه: اگر از برس سیمی استفاده می کنید، توصیه می شود پس از داغ شدن نازل، چاپگر خود را خاموش کنید، زیرا فلز اضافی می تواند باعث ایجاد شوک بین قطعات برقی شود. (حتی گزارش هایی از آسیب رساندن برخی به مادربرد دستگاه وجود دارد.)
گاهی اوقات نازل فقط تا حدی مسدود می شود و گرفتن آن کمی دشوارتر است. رشته فیلامنتهایی بطور خاص برای تمیز کردن نازل در بازار کشورهای پیشرفته وجود دارد، ولی روش معمول آنست که ابتدا باید با انبرک سر باریک و سنبه (سوزن سر نازل) یک کشش سرد انجام دهید و بعد دمای نازل را تا حد امکان بالا ببرید و از طریق فشار دوباره سنبه و تزریق رشته فیلامنت جدید با دمای بالایی PETG تغذیه کنید تا رشته نیم سوز شده PLA بطور کامل خارج شود.
مطلب مرتبط: ابزارهای کاربردی چاپگر3بعدی >>
آخرین اما نه کماهمیت، تنظیم صحیح نرم افزاری چاپ با توجه به نوع متریال فیلامنت است. برای جلوگیری از هرگونه گرفتگی، همیشه به یاد داشته باشید که دمای نازل را با توجه به جنس فیلامنت و بالاترین دمای توصیه شده سازنده، تنظیم کنید. همچنین از مصرف فیلامنت ارزان خودداری کنید، چون کیفیت شیمیایی خوبی نداشته و به نازل آسیب خواهد زد.
انجام ندادن تمیزکاری نازل می تواند منجر به موارد زیر شود:
- مسائل خرابی اکستروژن: مانند اکستروژن بیش از حد
- گرفتگی یا عدم خروج متریال از نازل
- تراوش نامنظم متریال از نازل
- حباب ها و رگه روی سطح چاپ
5- بررسی پلت فرم بستر ساخت

چسبندگی لایه اول 3D Print اولویت اصلی است. عدم ایجاد اولین لایه پرینت بطور صحیح، سبب میشود قطعات در اواسط چاپ جدا شوند، گوشهها پیچ و تاب بخورند و پرینت ناموفق گردد. هنگام چاپ مواد حساس به دما مانند فیلامنت ABS، صرف نظر از استراتژی نرم افزاری استفاده شده برای چسبندگی بستر (چسب حرارتی + گزینه Raft در نرم افزار)، مطمئن شوید که آنرا تا حد امکان تمیز نگه دارید. گرد و غبار و کثیفی، بقایای پرینت قبلی، مانده جسب بستر بتدریج جمع می شوند؛ حتی ترشحات انگشتان و کف دست ما برای از بین بردن چسبندگی پلاستیک کافیست. برای بسترهای شیشه ای، تمیز کردن با آب گرم یا اسپریهای تمیزکننده سطح توصیه می شود.
استفاده از چسب ماتیکی و مالیدن آن روی بستر قبل از شروع پرینت یک راه حل خوب برای افزایش چسبندگی پرینت لایه اول میباشد، اما عدم تمیز کردن سبب میشود این مواد در لایه های ضخیم روی هم جمع شود و نهایتا مجبور به خراشیدن و شستشوی صفحه ساخت با صابون و آب گرم در سینک خواهید شد. برای کسانی که از نوارها یا برچسب های چسبنده مخصوص استفاده می کنند، آسیب دیدگی را بررسی کرده و در صورت لزوم آنها را تعویض کنید.
تسطیح بستر ساخت یا کالیبراسیون
پس از تمیز کردن، مطمئن شوید که بستر پرینت دستگاه دقیقا در یک سطح کاملا تراز قرار دارد. بستر ساخت کالیبره نشده انواع خطاهای پرینت را ایجاد خواهد کرد. پرینترهای بروز خارجی دارای کالیبره خودکار هستند مابقی چاپگرها نیز با تنطیم ساده فنرهای چهار گوشه بستر، تراز میشوند.
انجام ندادن بررسی بستر ساخت چاپگر می تواند منجر به موارد زیر شود:
- تاب برداشتن
- لایه های اول ناهموار
- چسبندگی لایه اول ضعیف
6- مراقبت از متریال فیلامنت

ذرات گرد و غبار ممکن است بر روی فیلامنت نیمه کاره مستقر روی دستگاه جمع شوند، بسته به زمان تولید متریال، ترکیب شیمیایی متریال، کیفیت متریال، دما و رطوبت محیط و مدت زمان ماندن فیلامنت در چاپگر، این ذرات به رشته فیلامنت آسیب زده و آنرا جرم زده، خشک و شکننده خواهدکرد. پس ذخیره سازی مناسب مواد باز شده برای جلوگیری از تجمع ذرات لازم است. اگر از فیلامنت نیمه مصرف شده روی دستگاه برای طولانی مدت استفاده نمی کنید، آنرا از دستگاه جدا کرده در کیسه خشک زیپ دار بدون هوا و رطوبت و گرما قرار دهید.
فیلترهای گرد و غبار
برای متریال فیلامنتی که قبلاً وارد دستگاه شدهاند، گرد و غبار میتواند بسرعت جمع شود، بخصوص در محیط کارگاهی یا چاپگرهای سه بعدی که در کنار CNC قرار دارند. بنابراین باکس فیلترهای اسفنجی که قبل از تزریق فیلامنت به نازل بعنوان واسط قرار داده می شوند، می توانند برای گرفتن گرد و غبار هنگام عبور فیلامنت استفاده گردند. این باکس فیلترهای گردگیر رشته فیلامنت توسط جامعه اوپن سورس طراحی و فایلهای رایگان آن قابل دانلود و پرینت هستند (بنام 1.75 / 2.85 Filament clip Filament filter). برخی از کاربران حتی کمی روغن جذب کننده غبار نیز به اسفنج ها می زنند تا رشته فیلامنت خشکی مانند PLA و ABS را در تنظیمات طولانی اکسترودرهای دو تکه ای یا Bowden روان تر کند (کارایی این فیلترهای حاوی روغن مورد بحث است و اکثر افراد آنرا تایید نمیکنند).
در هر حال، یک فیلتر گرد و غبار ساده به چاپگر خود اضافه کنید، بد نیست. شرط میبندیم که از میزان کثیفی که در آن گیر کرده است شگفت زده خواهید شد. فقط به یاد داشته باشید که بعنوان بخشی از روند نگهداری دستگاه، اسفنج درون فیلتر را تمیز کرده و بطور دوره ای تعویض کنید.
عدم توجه و نگهداری درست متریال فیلامنت می تواند منجر به موارد زیر شود:
- گرفتگی و تراوش نازل
- ایجاد اصطکاک در مسیر تزریق فیلامنت
- خشکی یا تکه تکه شدن یا نم دار شدن
- جرم گرفتن و کثیف شدن رشته فیلامنت
7- تنظیمات پایه ای چاپگر3بعدی
بسیاری از کارهای تعمیر و نگهداری پیشگیرانه که تاکنون گفتیم را در کنار این مرحله انجام دهید؛ گام آخر این است که مطمئن شوید دستگاه بدرستی تنظیم شده و بخوبی کار می کند.
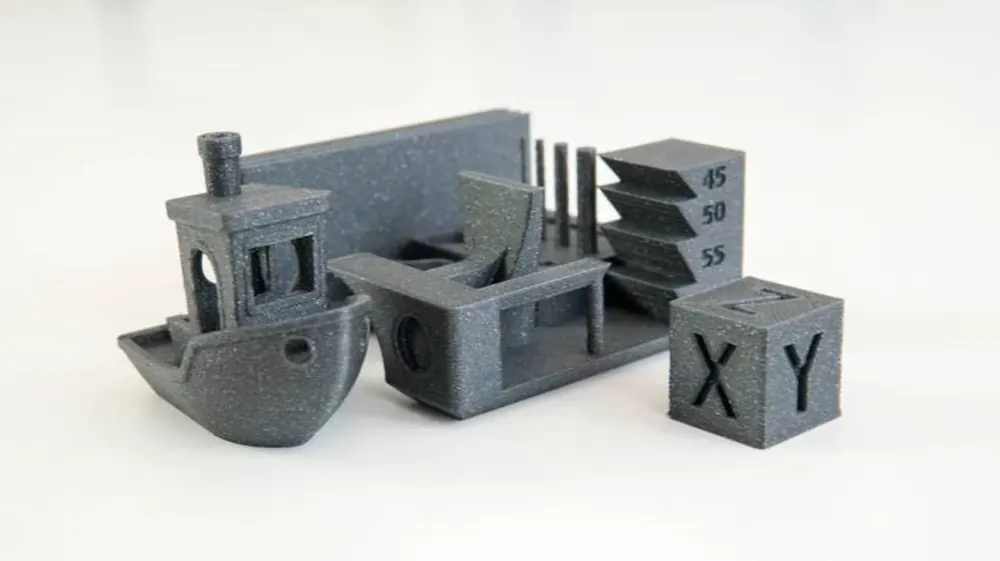
اگر مطمئن هستید که همه چیز درست است، با یک چاپ ساده مانند مکعب کالیبراسیون XYZ شروع کنید:
3dpe.ir/shop/product/3d-print-test-and-troubleshoot-file
بررسی کیفیت پرینت این معکبهای ساده راه خوبی جهت بررسی چسبندگی بستر و کیفیت دستگاه است و در عین حال به شما امکان می دهد موارد دیگری را که باید تنظیم شود ارزیابی کنید.
اگر زمان زیادی از آخرین کالیبراسیون کامل شما گذشته است، ما قویاً به شما پیشنهاد میکنیم که یک فرآیند کالیبراسیون کامل، از جمله مراحل اکسترودر در هر میلیمتر را انجام دهید.
با چاپ قایق بِنچی (3DBenchy testing and benchmarking 3D printer)، کالیبراسیون خود را نهایی کنید. کیفیت، دقت، تمیزی و سایر مشخصات چاپ را بررسی کنید.
انجام ندادن تنظیمات پایه و کالیبراسیون می تواند منجر به موارد زیر شود:
- چاپ با کیفیت پایین
- اکستروژن کم یا اکستروژن بیش از حد
- گرم شدن بیش از حد
تعمیرات دوره ای برنامه ریزی شده
تعمیر و نگهداری برنامه ریزی شده با پیشگیرانه متفاوت است، زیرا کمتر اتفاق می افتد و بمعنی کارهای روتین نیست و معمولاً به تلاش بیشتری نیاز دارد. این مرحله، شامل وظایفی است که ارزیابی آنها معمولاً دشوارتر است. با این وجود، اینها اقدامات مهمی هستند که به عملکرد بالاتر و کاهش اتفاقات غیرمنتظره کمک می کنند. توجه داشته باشید که این مرحله باید با مشورت شرکت سازنده دستگاه انجام گیرد تا از نقض گارانتی یا آسیب ناخواسته به چاپگر جلوگیری شود.
8- تعویض نازل

حتی با تمیز کردن نازل که در بالا مورد بحث قرار گرفت، نازلهای برنجی استاندارد چاپگرهای سه بعدی FDM بمرور زمان فرسوده میشوند، هم از سطح خارجی و هم داخلی. این مشکل برای کسانی که مواد کامپوزیتی مانند فیبر کربن و فیلامنتهای شبه چوب یا فلزی را چاپ می کنند، تسریع هم می شود.
از آنجاییکه نازل در مدت زمان طولانی تدریجا تخریب می شود، تشخیص این آسیب دشوار است (خطاها ابتدا بصورت جزیی روی سطح چاپ ظاهر میشوند). بنابراین، برنامه ریزی برای تعویض نازل در طول سال مهم است تا مطمئن شوید که پک اکسترودر دستگاه، همیشه در شرایط خوبی قرار دارد.
دوره تعویض نازل؟
اینکه هر چند وقت یکبار نازل باید تعویض شود بستگی به شدت استفاده و نوع متریال دارد. یک نازل بخوبی نگهداری شده که فقط برای فیلامنت PLA با کیفیت استفاده می شود، می تواند برای مدت طولانی دوام بیاورد اما بعنوان یک قاعده کلی، تعویض باید هر سه تا شش ماه انجام شود (اگر مداوما از دستگاه کار میکشید). ایده خوبی است که در حین انجام کارهای تعمیر و نگهداری پیشگیرانه که در بالا توضیح داده شد، تعویض نازل را هم انجام دهید.
نازل های برنجی ارزان و در دسترس بوده و برای رشته های غیر ساینده مانند PLA و ABS خوب هستند. اگر با فیلامنتهای کامپوزیت (ترکیب ساینده) چاپ می کنید، باید نوع دیگری از نازل را که مخصوصاً برای کار با این مواد طراحی شده است در دستگاه نصب کنید. ارتقاء به نازلهای فولادی بمیزان قابل توجهی تعداد دفعات نیاز به تعویض نازل چاپگر سه بعدی را کاهش می دهد.
9- تمیز کردن کامل چاپگر3بعدی
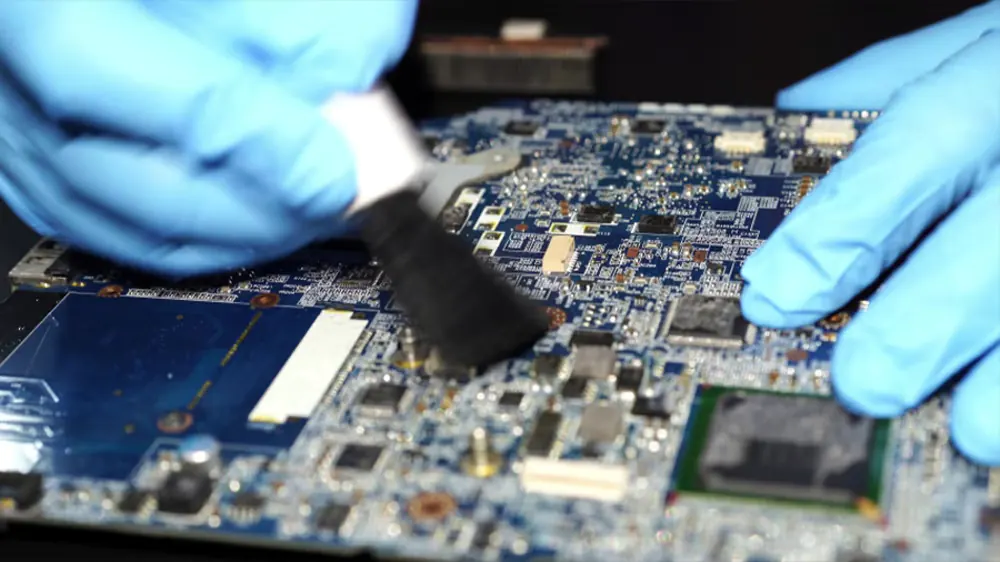
شامل یک تمیزکاری تمام و کمال است که اجزای “پنهان” مانند بردهای الکترونیکی و فن ها را هم هدف قرار می دهد. این قسمتها میتوانند به اندازه سایر قطعات گرد و غبار جمع کنند و معمولاً مورد توجه قرار نمیگیرند، زیرا پوشیده میشوند.
فنها معمولا مملو از گرد و غبار میشوند و چرخش آنها ممکن است مختل یا مجرای آنها مسدود گردد. به دلیل رطوبت و مواد آلی، گرد و غبار همچنین می تواند به بردهای الکترونیکی آسیب برساند و احتمالاً منجر به نقص و مشکلات عملکرد شود. خواص مدیریت حرارتی مادربرد نیز ممکن است مختل شود.
کثیفی روی چرخ دنده های پک اکسترودر-نازل نیز جمع می شود: بعلت پودر پلاستیکی ظریفی که از آسیاب کردن روی رشته فیلامنت بدست می آید. بسیاری از چاپگرها این محفظه را در دسترس قرار می دهند، بنابراین ممکن است به تلاش زیادی نیاز نداشته باشید. با این حال، دسترسی به کیت مادربرد و فن ها نیاز به جداسازی قطعات دارد و باید با دقت و مشورت از یک فرد ماهر انجام گیرد. استفاده از دمنده (بلوئر هوادهی دستی) برای بیرون راندن گرد و خاک یا فقط یک برس کوچک غیر رسانا برای رسیدگی به این مسائل کافیست (دستگاه را خاموش و کابل برق آنرا نیز از پریز جدا کنید).
10- بروز رسانی سیستم عامل (درایورها و نرم افزار اسلایسر)

نرم افزار چاپگر سه بعدی بنام اسلایسر خوانده میشود و انواع رایگان و تجاری زیادی در دسترس کاربران است. فراموش نکنید که نرم افزار اسلایسر چاپگر خود را برای بروزرسانی بررسی کنید (در ایران با توجه به مشکل کرک و لایسنس کمی احتیاط کنید). برخی از اسلایسرهای اوپن سورس، مانند نرم افزار Cura، بروزرسانیهای نرمافزاری زیادی منتشر میکنند، اما برای اکثر نرم افزارهای اسلایسینگ تجاری، معمولاً هر شش ماه یا سالیانه اتفاق میافتد (مانند نرم افزار Simplify3D) و با تاخیر بیشتر در وبسایتهای دانلود نرم افزار فارسی نیز ورژن جدید آن بهمراه فعالساز قابل دسترس خواهند بود. اسلایسری که منظم آپدیت میشود با ویژگیهای جدید و بهبودیافته چاپ3بعدی هماهنگی شده که روی کیفیت و راحتی چاپ، بسیار تاثیرگذار است.
نهایتا می ماند آپدیت فریمور و سیستم سخت افزار چاپگر که باید از شرکت تولیدکننده دستگاه آنرا پیگیری کنید.
***
امیدواریم مطالعه این مطلب، برایتان مفید واقع شود. خوشحال میشویم تجربیات و نکته های تکمیلی خودتان را در بخش نظرات برای دیگران به اشتراک بگذارید.