
در این مطلب درباره مهمترین نکات هنگام پرینت سه بعدی رزینی صحبت خواهیم کرد و شامل تمام مراحل از آمادهسازی مایع Resin تا پیکربندی نرمافزاری و نحوه پرداخت و پولیش اصولی قطعه پرینتر رزینی میشود.
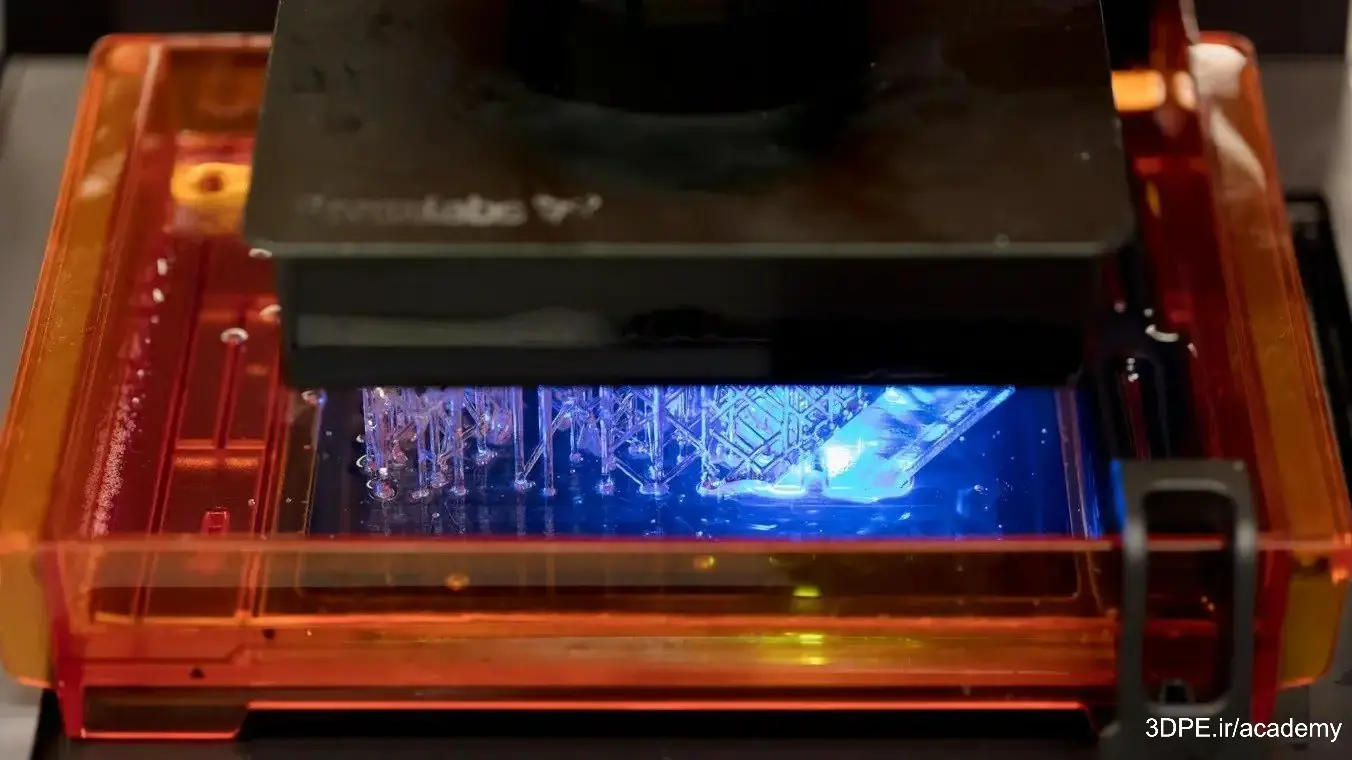
عملیات SLA از طریق فرآیند فتوپلیمریزاسیون UV، رزین مایع را پرداخت (Cure) کرده و لایه به لایه بحالت جامد شکل میگیرد.
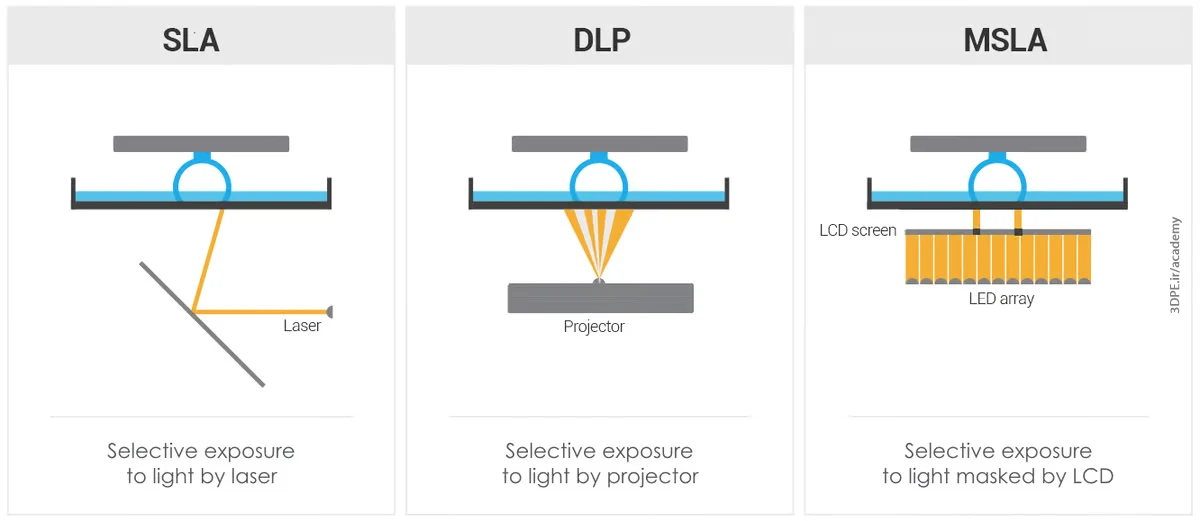
فرایند استفاده از مواد فتوپلیمری مایع که پلیمریزاسیون polymerization گفته میشود و در سه تکنیک اصلی قرار میگیرد: استریولیتوگرافی (SLA) – پردازش نور دیجیتال (DLP) – صفحه نمایش کریستال مایع (LCD) که به آن استریولیتوگرافی نقابدار (MSLA:Masked Stereolithography) نیز گفته میشود.

اول ایمنی بعد کار !
چاپگر رزینی خود را از محل زندگی و مخصوصا اتاق خواب یا پذیرایی خودتان جدا نگه دارید؛ (فقط در اتاق کار، محل کارگاه یا هر مکان ایمن با تهویۀ مناسب). در حضور حیوانات خانگی، نوزادان، سالمندان، بیماران یا زنان باردار، هرگز از چاپگر رزینی استفاده نکنید یا مایع متریال را درون سینک دستگاه نریزید.
قبل از شروع، مطمئن شوید که اقدامات احتیاطی مربوط به کار با مایعات رزین پلیمریزاسیون vat را درک کردهاید. رزینها سمی هستند و باید درست مورد استفاده قرار گیرند: مثلا از تماس مستقیم با پوست اجتناب شود – لکههای ریخته شده نیز کثیف و خطرناک میشوند، بنابراین مطمئن شوید که یک محل کار تمیز داشته باشید تا بتوانید بدون محدودیت و با تهویه خوب در آنجا حرکت کنید، زیرا ترکیبات این مواد میتوانند بخارات سمی ساطع کنند.
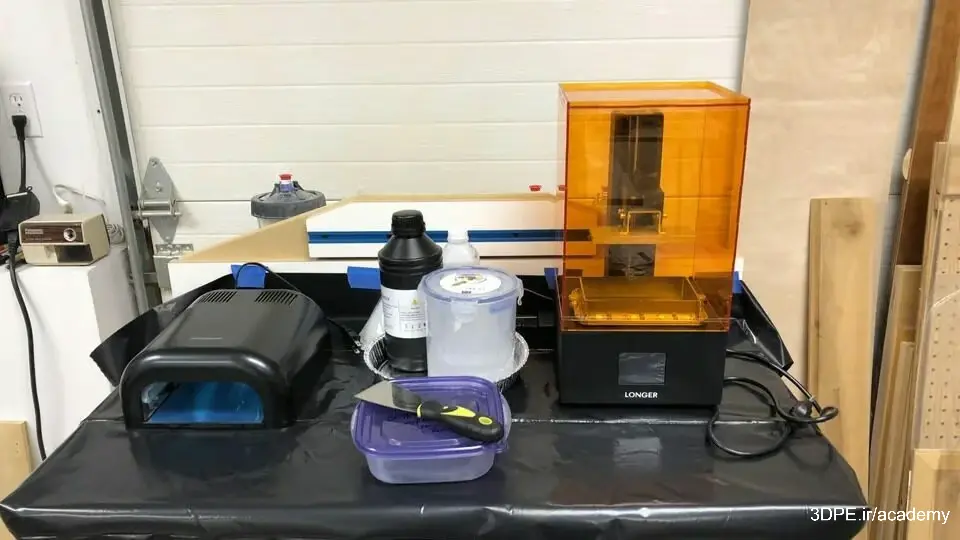
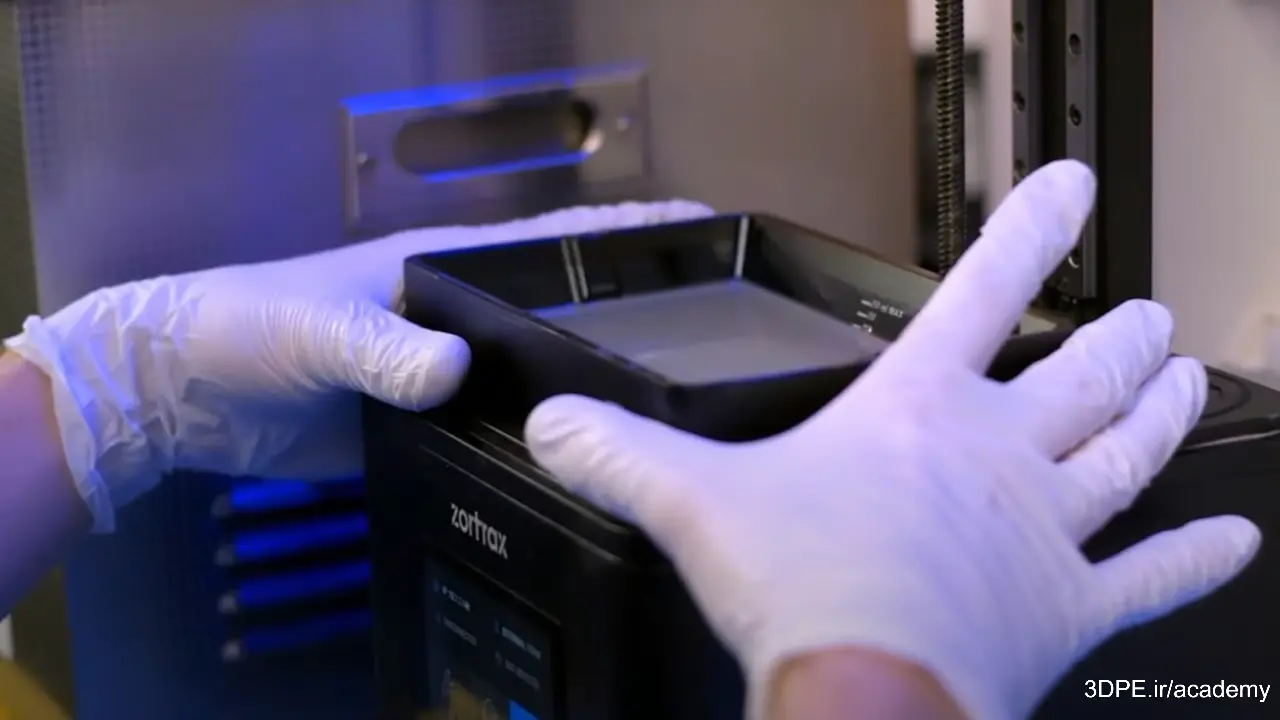
برای جابجایی ایمن و مناسب، به دستکش نیتریل، عینک ایمنی و یک فضای کاری شفاف با پنجره باز یا تهویه مناسب نیاز دارید. اگر در حال مرحله پسپردازش (پولیش شستشو) قطعات یا مواردی هستید که بیش از چند دقیقه طول میکشد، ماسک FFP2 (یا قویتر) نیز الزامی است.
اگر رزین با پوست تماس پیدا کرد، بلافاصله محل را با آب و صابون بشویید. از گذاشتن رد رزین روی وسایلی که لمسپذیر هستند خودداری کنید. اگر ریزش اتفاق افتاد، آنرا بلافاصله قبل از سفت شدن رزین تمیز کنید – یک دستمال پارچهای یا کاغذی ضخیم باید کافی باشد. بخاطر داشته باشید که دستکش و عینک باید همیشه استفاده شود و نه فقط هنگام کار با چاپگر.
4- مواد شیمیایی، ذرات معلق و باکتریهای رزین
ترکیبات آلی فرار یا Volatile Organic Compound : VOC و ذرات فوق ریز یا Ultrafine particle:UFP، همانند چاپ رشته ترموپلاستیک FDM، در چاپ رزینی نیز وجود دارند. پس باید از چند نکتۀ مهم خلاصی از مضرات آنها مطلع باشید:
- سمی بودن
مایعات رزین قابل پرداخت با UV برای محیط زیست سمی هستند و تأثیر وحشتناکی بر فضای سبز شهری، زندگی جنگلی و دریایی دارد. متاسفانه پزشکان هنوز مطمئن نیستند که این متریال چه اثراتی بر انسان دارد ولی بیشتر اجزای موجود در رزینهای SLA برای پوست، چشم و ریه تحریککننده در نظر گرفته میشوند. قرار گرفتن طولانی در معرض آن یا تنفس بوی تند آن، میتواند منجر به تحریک شدید، آسیب به اندامها و مشکلات باروری شود.
- فرّار بودن
مایع رزین همچنین بسیار فرار است، یعنی تا زمانیکه در معرض هوا باشد، VOC آزاد میکند (این همان وقتی است که با باز کردن درب بطری متریال، ناگهان بوی آن در کل اتاق پخش میشود). این امر استفاده از وسایل محافظت شخصی را ضروری میکند.
برای جلوگیری از هرگونه تماس با پوست، از لباسهای آستین بلند کارگاه مواد شیمیایی و دستکشهای نیتریل (دستکشهای معمولی توسط رزین خراب میشوند) و یک ماسک تنفسی صنعتی استفاده کنید. ماسکهای FFP2 یا N95 همیشه برای این کار کافی نیستند. یک ماسک تنفسی نیمه یا تمامصورت (مانند 3M 6502QL) با کربن فعال و فیلترهای ذرات P100 (مانند 3M 60921) پوشش محافظتی بهتری ارائه میدهد. یک قانون سرراست و بیاد ماندنی: «اگر با ماسک همچنان بو را حس میکنید، یعنی ذرات معلق بدرستی فیلتر نمیشود.» (از طرف دیگر، فقدانِ بو فیلتر کردن خوب را نیز تضمین نمیکند!)

در صورت ریختن رزین روی لباس یا پوست، فوراً آن مناطق را با آب بشویید، اما از الکل ایزوپروپیل یا حلال مخصوص رزین استفاده نکنید.
در حین کار کردن درب پرینتر را بسته نگه دارید و اگر برایتان دردسر نمیشود؛ یک فیلتر زغال فعال به داخل محفظۀ رزین اضافه کنید.
هیچ رزینی برای مواد غذایی یا محیط زیست ایمن در نظر گرفته نمیشود؛ برخی از رزینهای پزشکی زیست سازگار برای مدت زمان مشخصی در تماس با پوست بیخطر هستند اما پس از آن باید بخوبی شسته شوند.
5- منابع نور UV
پرینترهای رزینی با استفاده از نور UV حاصل پروژکتور، الایدی یا لیزر، مایع رزین را پرداخت و سخت میکنند. هنگام کار با آنها حتماً از چشمان خود محافظت کنید و هنگامی که منبع نور روشن است، درب را بسته نگه دارید. هرگز مستقیم به منبع نور UV خیره نشوید.
اگر پرینتر شما از لیزر استفاده می کند، به لیزر، آینه یا مجموعۀ شیشهای دست نزنید. گالوانومتر و مکانیک دقیق پرینتر SLA به اختلال خارجی بسیار حساس است.

ایجاد پروفایل چاپگر در Chitubox
یکی از مهمترین مراحل برای چاپ با کیفیت آنست که مطمئن شوید که نوع و مدل دستگاه پرینتر خود را در برنامه تعریف کردهاید. آیا میدانید چگونه به نرمافزار چیتوباکس پرو بگویید که از کدام چاپگر استفاده می کنید؟ با ثبت پروفایلینگ.
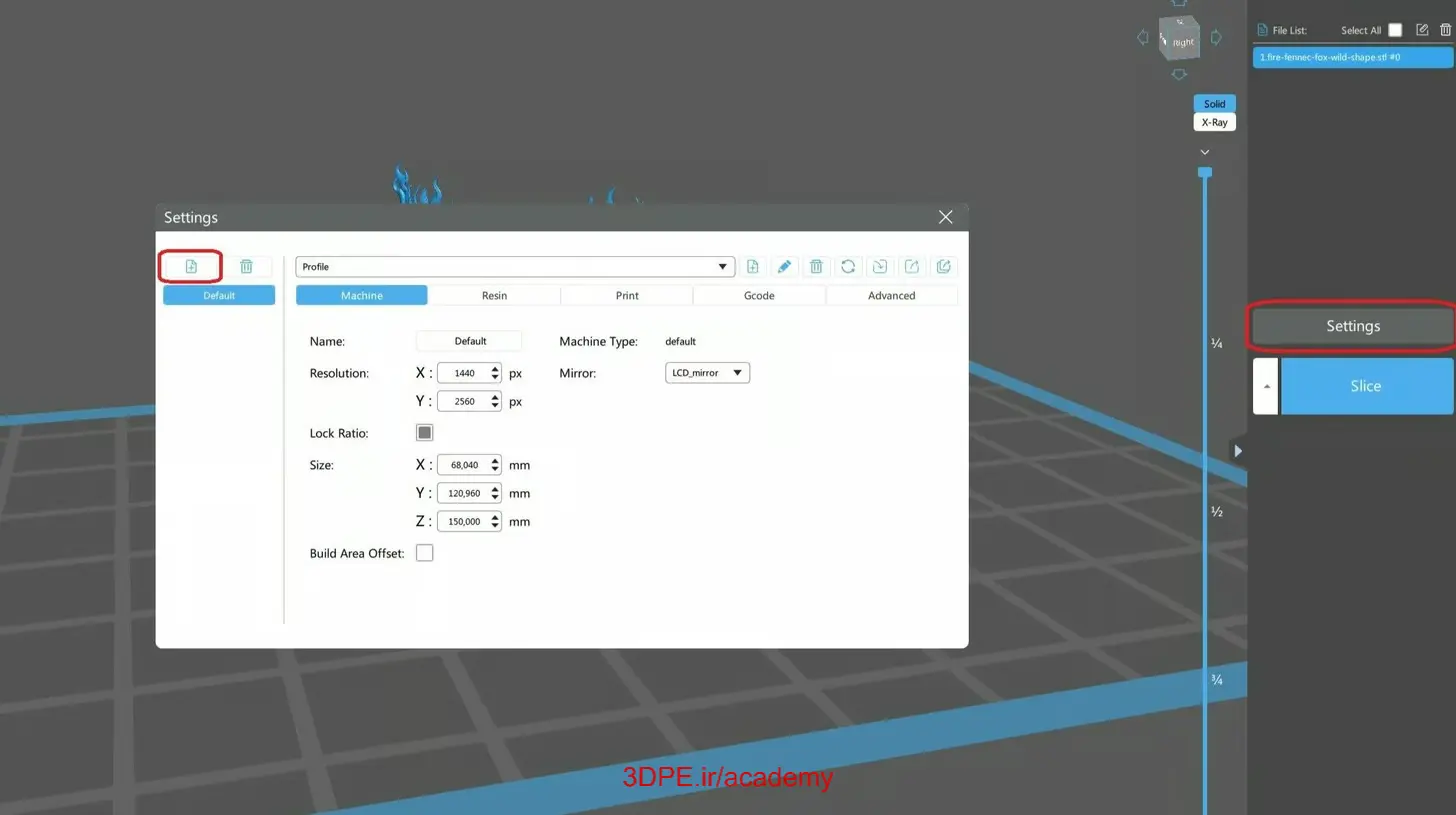
هنگام راه اندازی ChiTuBox، ابتدا باید روی دکمه تنظیمات در سمت راست کلیک تا منوی مربوطه باز شود. شاید تشخیص دکمه «افزودن چاپگر جدید : Add new printer» دشوار باشد، اما همانطور که در تصویر بالا مشاهده میکنید، آنرا در گوشه سمت چپ بالای منوی تنظیمات پیدا خواهید کرد.
یکی از مزایای استفاده از ChiTuBox ، پروفایلهای از پیش تعیین شده برای تمام چاپگرهای تحت قراردادش از جمله Elegoo است. با انتخاب مدل چاپگر خود (اعم از Elegoo و چند برند دیگر) در ChiTuBox، بیشتر تنظیمات بهطور خودکار اعمال میشوند نه اینکه نیاز به ساخت کل نمایه از ابتدا داشته باشید.
تنظیمات نوردهی : Exposure Settings
Print tab > bottom / normal exposure settings
زمانهای نوردهی یکی از مهمترین تنظیماتی هستند که باید درست انجام گردد، زیرا در روند کلی موفقیت چاپ و همچنین بر جزئیات سطح پرینت بسیار تأثیرگذار است.
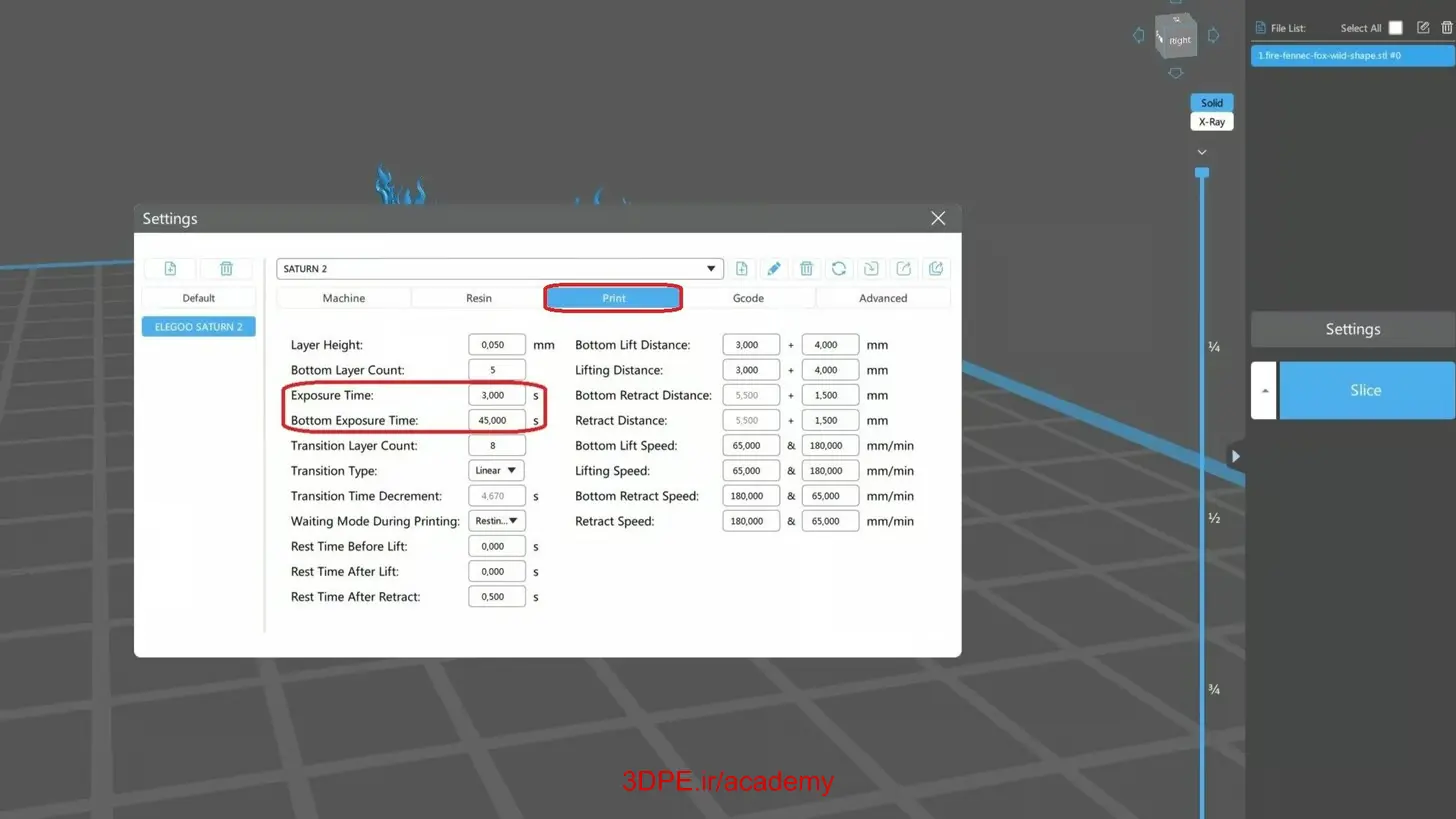
برای یافتن و تغییر تنظیمات نوردهی در ChiTuBox، باید به منوی تنظیمات دسترسی داشته باشید؛ به برگه Print بروید، جاییکه تنظیمات نوردهی پایین و معمولی را پیدا خواهید کرد.
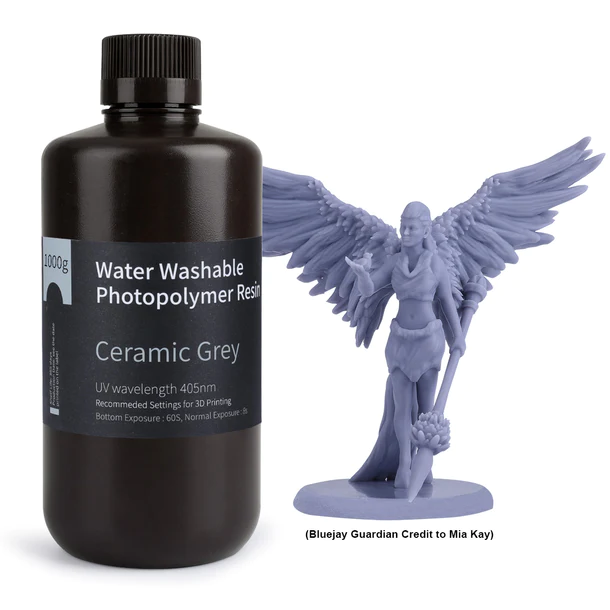
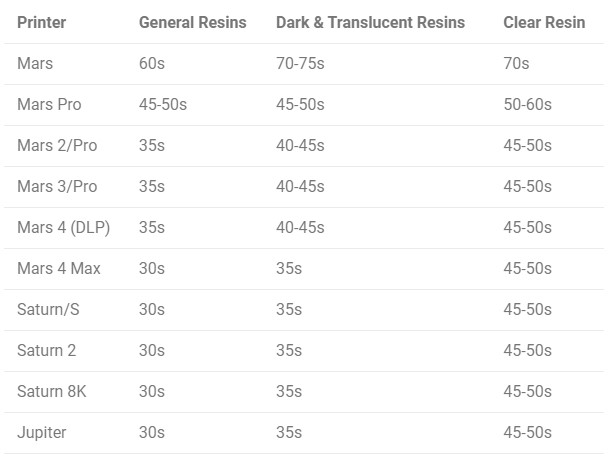
ممکن است تعجب کنید که زمانهای نوردهی بهینه نه تنها تحت تأثیر رزین و چاپگر، بلکه تحت تأثیر رنگ رزین نیز قرار میگیرد: بعنوان مثال، رنگهای تیرهتر مانند سیاه یا قهوهای به دلیل رنگدانههای تیره که نفوذ اشعه ماوراء بنفش را سختتر میکند، معمولاً به زمانهای طولانیتری نیاز دارند. شرکت Elegoo همچنین زمانهای نوردهی طولانیتر از معمول را برای رزینهای شفاف توصیه میکند.
همانطور که گفته شد، در ادامه، تنظیمات چندین چاپگر رایج Elegoo را هنگام استفاده از ماده مصرفی رزین استاندارد Elegoo بررسی میکنیم. اگر پرینتر و متریال رزین متفاوتی دارید، از حالت پیشفرض برنامه چیتوباکس پرو بعنوان راهنما استفاده، اما طبق دستورالعملهای سازنده جزییات آنرا تغییر دهید.
بطور کلی، اکثر تنظیمات بین انواع مختلف رزینهای یک شرکت تفاوت زیادی ندارند (هنگام استفاده از یک چاپگر) اما ممکن است ملاحظات خاصی وجود داشته باشد؛ مثلا در این آموزش، متریال رزین 8K را با دستگاه Saturn 8K داریم که هر دو ساخت برند Elegoo هستند و باید در پروفایل انتخاب شوند. همیشه بهترین کار آنست که بسته به تنظیمات و مواد خود با سازنده مشورت و پروفایل برنامه چیتوباکس را دوباره بررسی کنید – هیچ کس نمی خواهد یک چاپ ناموفق با متریال گرانقیمت رزین داشته باشد.
- نوردهی پایین Bottom Exposure:
این تنظیم اسلایسر تعیین میکند چاپ چند لایه اول، چقدر طول میکشد. معمولا باید بطور قابل توجهی بیشتر از زمان نوردهی معمولی باشد تا اطمینان حاصل شود که قطعه به صفحه میچسبد. با این حال اگر آنرا خیلی بالا تنظیم کنید، برداشتن چاپهایتان دشوار و پایه قطعه کمی روشنتر میشود.
عکسی از تنظیمات پیشنهادی Elegoo
- نوردهی عادی Normal Exposure:
تعیین میکند تمام لایههای دیگر چاپ چه مدت پخته (cured) میشوند – اگر کم باشد، چاپ شما ضعیف و احتمالاً خراب میشود – وقتی خیلی زیاد شود؛ جزئیات و دقت ابعاد را از دست میدهید.
عکسی از تنظیمات پیشنهادی Elegoo
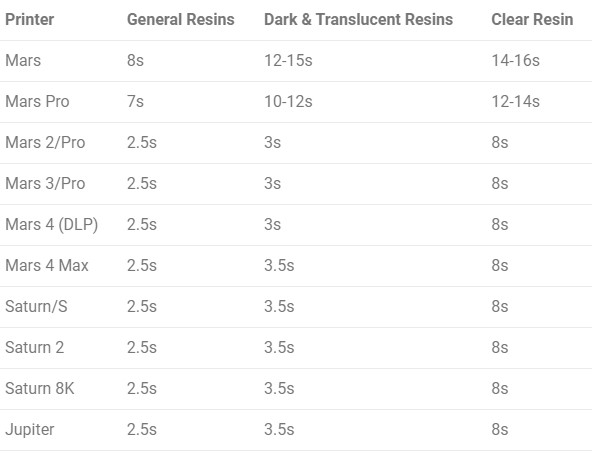
برای زمانهای ارائهشده در اینجا، ارتفاع لایه 0.05 میلیمتری را در نظر گرفتهایم، زیرا معمولاً برای ایجاد تعادل مناسب بین کیفیت و زمان چاپ استفاده میشود. حتما برای توصیههای دقیق متریال خود، به جداول تنظیمات رسمی مارک سازنده مراجعه کنید. مثلا مارک Elegoo فهرست کاملی در وبسایتش منتشر کرده که تنظیمات رزین و رنگهای مختلف محصولات آنها را هنگام استفاده با چاپگرهای خاص تحت قراردادش مشخص میکند. ما لینک دانلود این فهرست را در دو فرمت فایل اکسل (فشرده Zip) و PDF آماده کردهایم:
ارتفاع لایه Layer Height:
تفاوت رزولوشن پرینت رزینی با ترموپلاستیکی
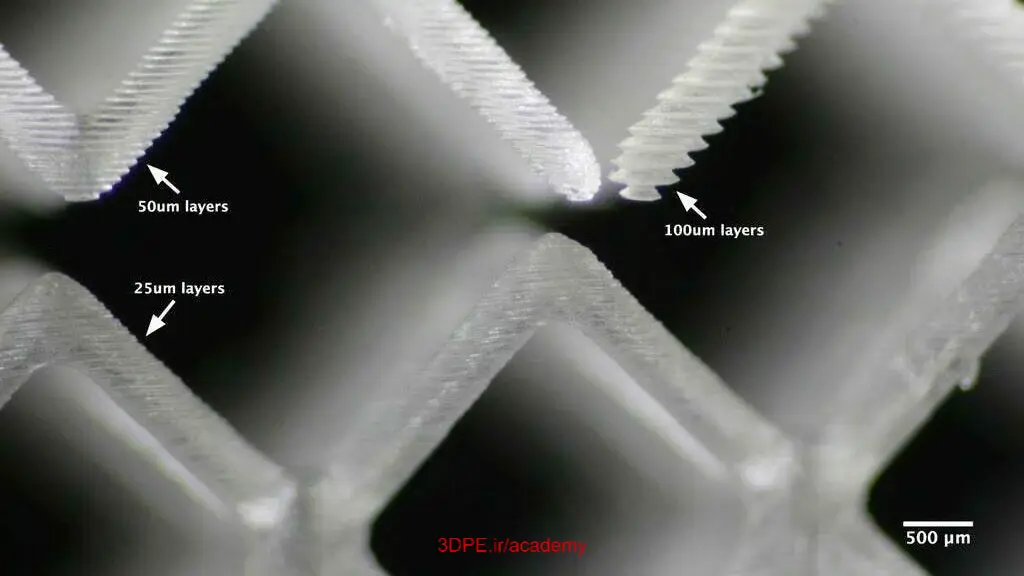
کمیت Layer Height، میزان ارتفاع هر لایه مدل را تعیین میکند و تقریباً بر هر المان دیگر چاپ شما تأثیر دارد. ارتفاع لایه کمتر بمعنی رزولوشن صافتر و جزئیات تمیزتر در محور Z است. علاوه بر این، درحالیکه لایههای کوچکتر به زمان نوردهی کوتاهتری نیاز دارند، ولی زمان کلی چاپ را افزایش میدهند زیرا لایههای بیشتری (متراکمتری) برای پردازش وجود دارد.
میتوانید ارتفاع لایه را در تب Print منوی تنظیمات ChiTuBox پرو تغییر دهید. یک نقطه شروع خوب برای اکثر موارد استفاده از مقدار 0.05 میلیمتر (50 میکرومتر) است، زیرا تعادل خوبی بین کیفیت چاپ و سرعت چاپ ایجاد مینماید. با این حال، اکثر چاپگرهای رزینی میتوانند با ارتفاع لایه بین 0.025 میلیمتر (25 میکرومتر) تا 0.1 میلیمتر (100 میکرومتر) بخوبی کار کنند.
برای یافتن محدودیتهای دقیق چاپگر خود، راهنمای کاربری رسمی سازنده را بررسی کنید یا با بخش پشتیبانی شرکت تماس بگیرید و فراموش نکنید که هنگام تغییر ارتفاع لایه باید زمان نوردهی (که در بالا گفتیم) را نیز تنظیم کنید.
کمیت سرعت Lift Speeds
Lift Speeds سرعتی را که صفحه ساختمان از داخل مخزن بین لایهها بلند میشود، تعیین میکند. با افزایش لیفت اسپیدز، میتوانید مدت زمانی از چاپ کلی خود را اصلاح کنید، اما تعادل مشخصی وجود دارد. اگر آنرا خیلی بالا تنظیم کنید؛ چاپ ممکن است از صفحه ساخت خارج شود یا FEP شما (ورق پایین مخزن رزین) آسیب ببیند. اگر خیلی کند تنظیم گردد؛ زمان چاپ بیدلیل طولانی خواهد شد.
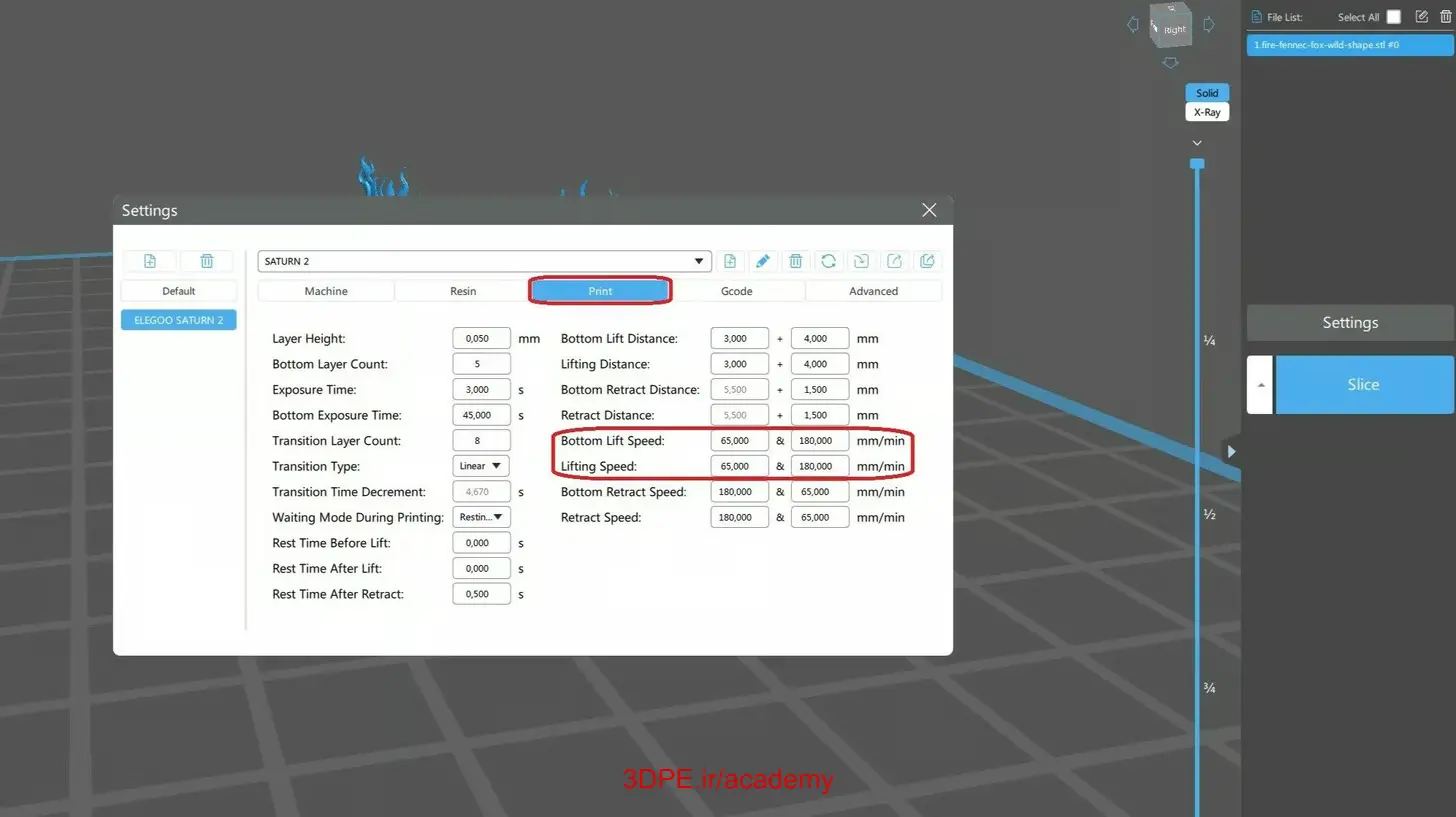
سرعت Lift Speeds را در برگه Print در منوی تنظیمات در ChiTuBox پرو اعمال کنید. کمیت لیفت اسپیدز در ChiTuBox دو زیر بخش دارد: Bottom Lift Speed و Lift Speed.
- سرعت بالابری پایین Bottom Lift Speed:
این تنظیم سرعتی را که صفحه ساختمان برای اولینبار از مخزن رزین پس از پخت هر لایه جدا می شود، تعیین میکند. سرعت بیشتر این مرحله، مستعد مشکلاتی مانند خارج شدن چاپ از صفحه ساخت یا چسبیدن به FEP است، بنابراین ایمنترین گزینه آنست که سرعت آنرا نسبتاً آهسته نگه دارید، مثلا حدود 60 میلیمتر بر ثانیه.
- سرعت بالابری Lift Speed
این تنظیم سرعت بالا آمدن صفحه ساخت را پس از برداشتن اولیه تعیین میکند، بنابراین میتوان آنرا کمی بالاتر تنظیم کرد – معمولا حدود 80-100 میلیمتر بر ثانیه مشکلی برای شما ایجاد نمیکند.
کمیت Anti-Aliasing:
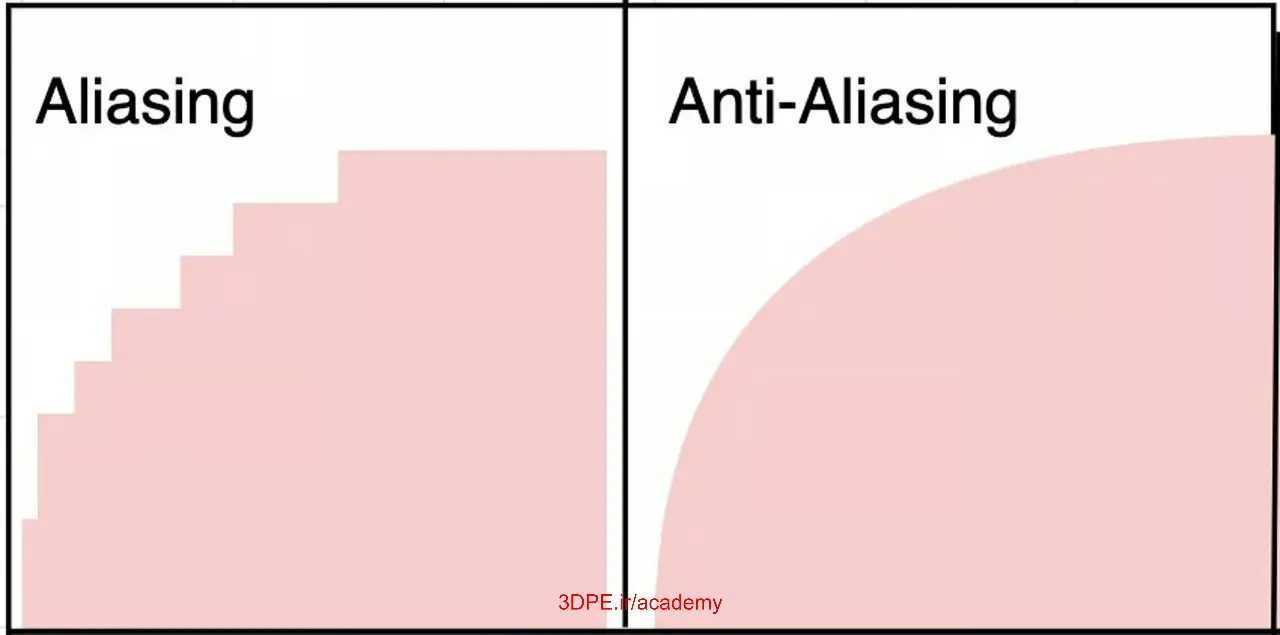
آنتی الایزینگ چاپ رزینی تقریباً مانند Anti-aliasing در هر برنامه دیگری است: اگر بازیهای ویدیویی انجام میدهید، ممکن است از قبل با این مفهوم آشنا باشید، اما اساساً، ضد الایاس کردن، صاف کردن خطوط مورب یا منحنی است. بدون anti-aliasing، اینها زاویه دار و پیکسلی بنظر میرسند و میتواند در نتیجه نهایی چاپ نشان داده شود. ولی اگر اینطور است، چرا معمولا باید آنتی آلیاسینگ را خاموش کنید؟
خب، ضد آلیاسینگ برای منحنیهای صاف عالیست، اما زمانیکه طرحی با جزئیات کوچک و شارپ زیاد داشته باشید، در واقع میتواند باعث تار شدن و کم رنگ شدن آن نواحی گردد. مقدار آنتی آلیاسینگ بستگی زیادی به هندسه مدلی دارد که چاپ میکنید.
معمولاً آنرا تا جاییکه برای چاپ مناسب است پایین نگه دارید تا دقت و جزئیات حفظ شود. اگر چیزی را پرینت میکنید که باید بسیار دقیق باشد و روکش صاف آن چندان مهم نیست، توصیه میکنیم ضد آلیاسینگ را خاموش کنید. اگر در حال چاپ چیزی مانند نیم تنه یا فیگور هستید که صافی چاپ در آن بسیار مهم است، تنظیم 2-4 نقطه شروع خوبی خواهد بود. گزینههای anti-aliasing را در تب Advanced منوی تنظیمات ChiTuBox پیدا خواهید کرد.
نحوه تست پرینت رزینی با نرمافزار چیتوباکس پرو:
اکنون که تنظیمات اصلی و الزامات مربوط به رزین را بررسی کردیم، چگونه متوجه می شوید که پیکربندی بخش Setting را درست انجام دادهاید؟
ما برخی از تنظیمات اساسی را به شما ارائه کردیم، اما شایان ذکر است که متریال رزین یک عنصر بیثبات است و چاپ آن میتواند نه فقط تحت تأثیر تنظیمات اسلایسر بلکه مثلا دمای محیط هم قرار گیرد؛ حتی اگر دقیقترین مقادیر Setting بکار بروند!
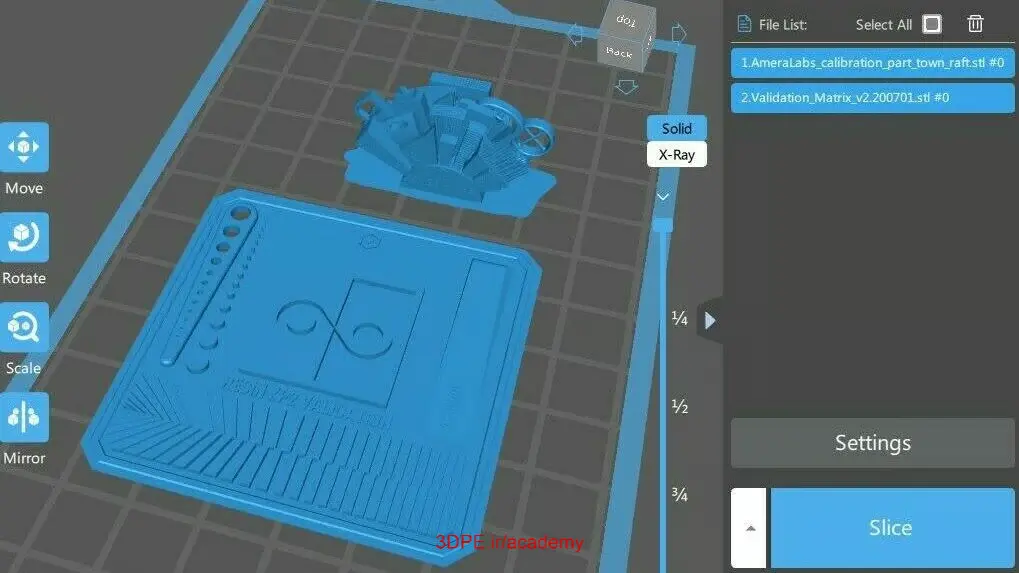
در حالت ایدهآل، نمیخواهید تنظیمات جدید را روی فایل یک قطعه بزرگ آزمایش کنید، زیرا اگر مشخص شود که اصلاحات نیاز دارید، مقدار زیادی از ماده مصرفی رزین گران شما هدر رفته و شاید حتی ورشکست شوید. خوشبختانه، مدلهای3بعدی رایگان تست پرینت زیادی برای دنیای چاپ ترموپلاستیک و رزینی عرضه شده است.
جداسازی قطعۀ پرینت رزینی

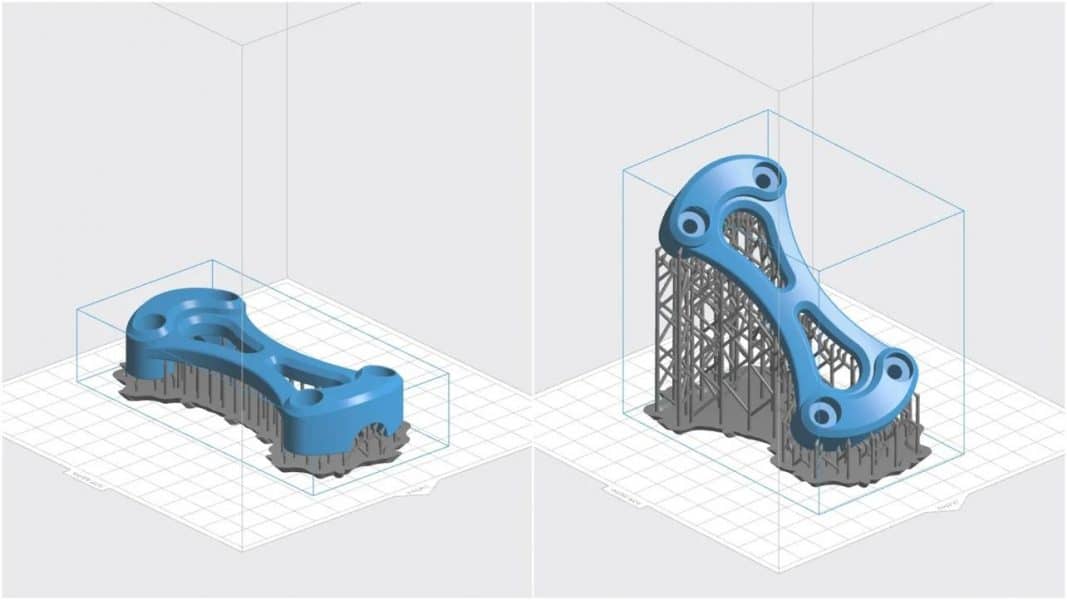
برداشتن پارت تکمیل شده رزینی از صفحۀ ساخت میتواند چالشبرانگیز باشد. برخی نکات مربوط به جدا کردن پرینت FDM در اینجا نیز اعمال میشوند، اما چند راهکار مختص چاپ رزینی را نیز باید در نظر بگیرید:
- در حین اسلایس، یک لایه اولیه رَفت (raft) در زاویه 45 درجه اضافه کنید تا بتوانید بافت موقت ساپورت را آسان و بدون آسیب رساندن به صفحه ساخت جدا نمایید. با توجه به این نکته، صفحۀ ساخت را به آرامی و ملایمت بردارید و اجازه دهید رزین باقیمانده به داخل مخزن چکه کند. هرگز از ناخنهای خود همراه دستکش (یا بدون دستکش) برای جداسازی تکههای کوچک استفاده نکنید؛ زیرا این خطر وجود دارد که دستکش سوراخ شود و تراشه سمی به زیر ناخن فرو برود. در صورت نیاز از کاتر استفاده کنید اما مراقب چشم یا انگشتان خود باشید.
- همیشه رزین باقیمانده در مخزن را بکمک صافی، فیلتر کنید تا ذرات ساپورت شکسته و تکههای رزینِ پرداخت شده در آن باقی نماند.
- رزین تازه را با حلالها مخلوط نکنید، زیرا میتواند باعث خرابی رزین شود. اگر رزین شما با آب قابل شستشو است، باقیمانده آن را داخل سینک نریزید.
شستشو و پرداختکاری چاپ رزینی

آخرین مرحله از فرایند چاپ رزینی میتواند موفقیت را نهایی کند یا قطعه را خراب و شما را دوباره به همان اولین مرحلۀ پرینت یعنی اسلایسینگ بازگرداند. پس حسابی دقت کنید؛ بغیر از پیروی از دستورهای مربوط به پرداختکاری قطعه رزینی، باید بیاد داشته باشید که چگونه مایع رزین باقیمانده را دور بریزید.
- هنگام تمیز کردن مخزن و صفحه، مطمئن شوید که باقیماندۀ آب یا هر حلال دیگری پیش از ریختن مجدد رزین تبخیر شده باشد. رزین کثیف باقیمانده را داخل سینک دستگاه نریزید، بلکه آنرا با یک لامپ UV جامد کنید (برای دور انداختن ساپورتهای نیمه cure، فرایند پرداخت را زیر نور UV به پایان برسانید) و سپس ضایعات سخت شده را در کیسه زباله ضخیم ریخته، درب آنرا محکم ببندید تا توسط رفتگران محل زندگی شما جمعآوری گردد (فراموش نکنید این زبالهها سمی هستند و نباید توسط حیوانات خانگی فضای شهری کنکاش شوند).
- همواره طبق دستورالعملها عمل کنید: چاپهای رزینی تا زمانیکه پرداخت شوند، از خود VOC (ترکیبات آلی فرار) آزاد میکنند (و در برخی موارد، حتی تا چند روز پس از پرداخت، همچنان مقادیر کمی از خود منتشر خواهند کرد: (بوی رزین همچنان از قطعه متصاعد میشود). هنگام شستشو و و پرداخت قطعات، وسایل محافظتی (دستکش نیتریل، ماسک مناسب) بپوشید و در اتاق کار، تهویه مناسبی اعمال کنید.
- بیاد داشته باشید که الکل ایزوپروپیل قابل اشتعال است. از آن در دستگاههای تمیزکننده فراصوت استفاده نکنید (شما اشتباه بقیه را تکرار نکنید) و آنرا از هرگونه منبع حرارتی دور نگه دارید.





مرحله 1: قطعه پرینت رزینی را بشویید

هنگامیکه قطعه از چاپگر خارج میشود، با رزین خشک نشده پوشانده شده. پس قبل از ادامه مراحل پولیشینگ، باید آنرا بشویید.
روش اول: غوطهور کردن و شستشو
سادهترین روش آنست که پارت خود را در وان ایزوپروپیل الکل (IPA) فرو کنید. قطعه را به اطراف حرکت دهید و آنرا خوب بشویید تا مازاد رزین از بین برود. این روش ساده و سریع است، اما به اندازه روشهای دیگر به تمیزی کامل نمیرسید. دوبار شستشو یا بیشتر ممکن است برای از بین بردن رزین اضافی چسبیده به سطح لازم باشد.
رزین قابل شستشو در آب
امروزه یک گزینه سازگارتر با محیط زیست و شاید گزینهای که خطرات کمتری را نیز به همراه دارد – رزین قابل شستشو با آب – است. این نوع رزین ممکن است به اندازه رزینهای سنتی قوی نباشد (زیرا برای واکنش به آب طراحی شده). بنابراین اگر قطعه نهایی در معرض رطوبت قرار میگیرد، بهترین انتخاب متریال نیست. از جنبه مثبت، تمیز کردن آن سادهتر است. بخاطر داشته باشید که برای پولیش پرینت هنوز هم باید دستکش مقاوم بپوشید!


مثال 2: سیستم پولیش پرینت رزینی شرکت AnyCubic
store.anycubic.com/products/anycubic-wash-cure-plus-machine
میانگین قیمت: 170 تا 250 دلار
سازنده دستگاه sla، مواد مصرفی و ایستگاه پرداخت
Wash Volume: 192mm(L)*120mm(W)*290mm(H)
Cure Volume: 190mm(D)*245mm(H)
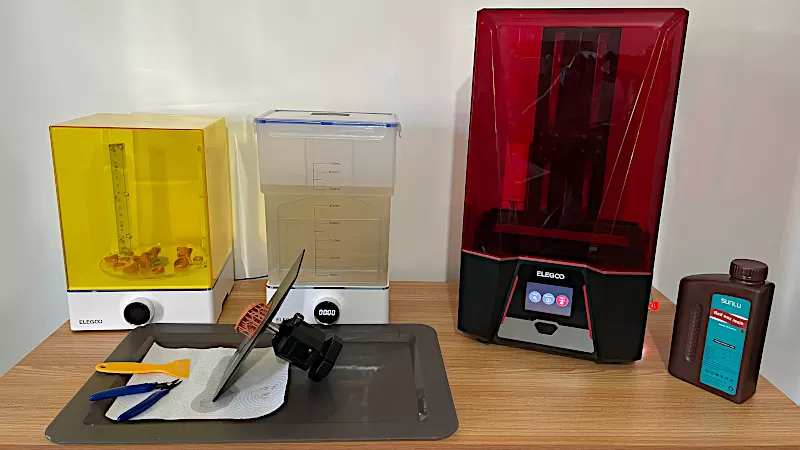
مثال 3: سیستم پولیش چاپ رزینی شرکت Elegoo
elegoo.com/en-de/products/elegoo-mercury-xs-bundle-washing-and-curing-machine
میانگین قیمت: 250 دلار
سازنده دستگاه sla، مواد مصرفی و ایستگاه پرداخت
Wash Volume: 201mm*124mm*255mm
Cure Volume: φ200mm*260mm
روش سوم: حمام اولتراسونیک

Ultrasonic Bath (از فنون جلادهی جواهرات) یک روش حرفهای (و تا حدی گرانقیمت) برای پولیش چاپ رزینی است. باکس حمام را با مایع پاککننده فراصوت پر کنید تا قطعه رزینی را بپوشاند و اجازه دهید چند دقیقه بماند. این روش، لایه ریز رزین خشک نشده چسبیده به مدل را از بین برده و سطح صاف تمیزی باقی میگذارد.
اگرچه برخی ادعا میکنند که از الکل ایزوپروپیل یا IPA بعنوان مایع انتخابی استفاده کردهاند، اما به دلایلی معمولاً توصیه نمیشود: IPA قابل اشتعال است، بنابراین استفاده از آن در حمام اولتراسونیک خطر دارد. چندین گزینه مختص مایعات پاک کننده فراصوتی وجود دارد؛ از جمله تری پروپیلن گلیکول مونو متیل اتر (TPM) و دی پروپیلن گلیکول مونو متیل اتر (DPM). (مورد دوم بویژه در کاربردهای صنعتی). برندFormlabs که یکی از مشهورترین ماشینهای رزینی دنیا را میسازد در دانشنامه خود TMPرا بیش از DPM برای مصرفکننده معمولی توصیه کرده است.
مرحله 2: بافت پشتیبانی را حذف کنید

در مرحله Supports Removing، ساختارهای نگهدارنده درختی متصل به سطح قطعه را بردارید. این کار را میتوان قبل یا بعد از مرحله پخت انجام داد، اما انجام قبل از curingآسانتر خواهد بود. همیشه مراقب تکههای سرگردان پلاستیکی شناور باشید و آنها را جمعآوری کنید تا مطمئن شوید که فضای کار درون دستگاه شما تمیز و عاری از زباله است.
روش اول: آنها را با دست بشکنید
اگر نگران جزئیات کوچک نیستید، شکستن تکیه گاهها با دست سریع ترین راه است. با این حال، اگر مدل شما ویژگیهای ظریفی دارد، بهتر است احتیاط کنید.
روش دوم: از فلاشکاتر (انبرک، موچین و …) استفاده کنید

برای قطعات پیچیدهتر یا سختتر، از کاترهای فلاش استفاده کنید تا تکیهگاهها را با دقت جدا نمایید. بدون آسیب رساندن به سطح تا حد امکان به بافت مدل نزدیک شوید.
نکته: متاسفانه با هر دو روش، پرزهای کوچک روی قطعه باقی میماند. این امر اجتناب ناپذیر است اما با کمی سمباده و صبر برطرف میشود.
مرحله 3: پرینت رزینی را پولیش نهایی کنید
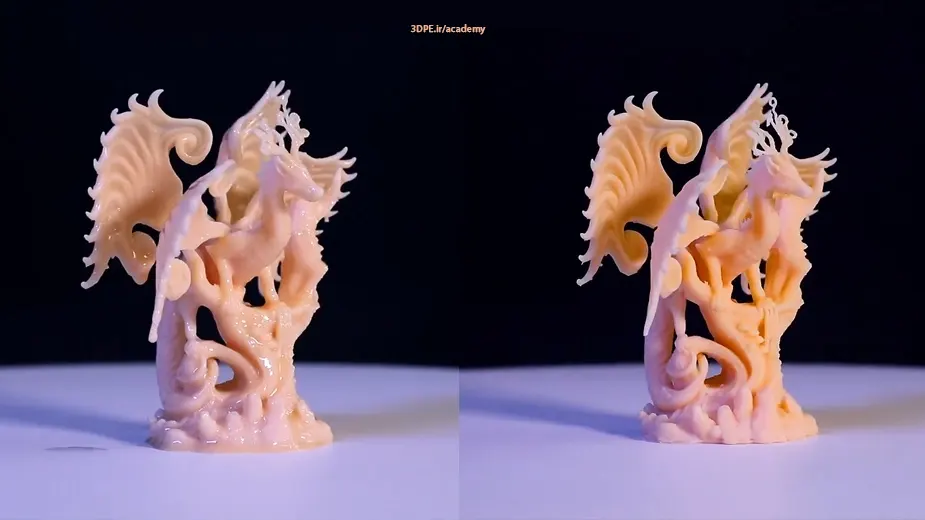
فرآیند پرداخت قطعه رزینی با استفاده از لامپ UV
آخرین مرحله در پولیشینگ قطعات رزینی آنست که آنها را با اشعه ماوراء بنفش، درمان (curing) کنید. این مرحله برای اکثر قطعات ضروری است زیرا خواص مواد دیواره مدل را نهایی میکند. بخاطر داشته باشید که رزینهای مختلف هر شرکت، ممکن است به زمانهای پخت متفاوتی نیاز داشته باشند، بنابراین توصیه میکنیم دستورالعملهای شرکت سازنده را بررسی کنید یا جستجوی اضافی در اینترنت انجام دهید.
پرینت را در ظرف تمیز حاوی آب شیرین غرق کنید. ظرف را به مدت 5 دقیقه در زیر لامپ UV قرار دهید. اگر هنوز پرینت به خوبی پرداخت نشده بود یا هنوز چسبنده بود، آنرا چند دقیقه بیشتر زیر نور UV قرار دهید.
روش اول: ایستگاه پخت
بسیاری از تولیدکنندگان چاپگر رزینی، دستگاههای Curing Station را میفروشند (مثلا در بخش قبل، برند فرملبز را توضیح دادیم. معمولا این محصولات برای متریال رزینهای همان سازنده بهینه شدهاند و زمان پخت را نیز بدقت تنظیم میکنند. پس برای چاپهای مداوم و محیطهای کاری حرفهای عالیست. برای اطلاعات بیشتر، میتوانید محصولات سه برند محبوب فعلی بازار جهانی در این حوزه را بررسی کنید:
- Anycubic Wash & Cure Plus
- Elegoo Mercury X
- Creality UW-02
روش دوم: لامپ پولیش لاک ناخن

تعجب کردید نه؟! Nail Polish Curing Lamp یک روش دیگر برای درمان سریع قطعه پرینت رزینی شماست. بسادگی قطعه را زیر یک لامپ لاک ناخن قرار دهید و بگذارید یک شب بماند. افزودن یک صفحه گردان میتواند به یکنواختی نوردهی کمک کند.
روش سوم: محفظه Cure دستساز ارزان
بسیاری از علاقمندان، اتاقکهای پخت ارزانقیمت خود را میسازند (DIY Curing Chamber) که اساساً کپی دستساز نسخههای ایستگاههای cure برندهای تجاری است. مستندات این پروژهها و تنظیمات آن به مواد و مهارتهای فنی متفاوتی نیاز دارد که میتوانید فایل قطعات این پروژههای رایگان را از لینک زیر بدست آورید (با فیلترشکن البته) :
thingiverse.com/search?q=curing+station&page=1&type=things&sort=relevant
اما اگر حوصله این کارها را ندارید، به آسانی میتوانید با قرار دادن نور UV در جعبهای که با فویل آلومینیومی پوشانده شده به هدفتان برسید. قرار گرفتن مدل روی یک صفحه گردان به نوردهی یکنواخت کمک بیشتری میکند.
روش چهارم: انرژی خورشید
بله، برای برنزه شدن، از نور آفتاب استفاده کنید! پارت پرینت رزینی خود را در یک روز آفتابی بیرون قرار دهید و یک نور UV خوب و یکنواخت خواهید داشت. اشکال اصلی این روش آنست که زمان زیاد و حوصله میخواهد. شما باید عقب بنشینید و اجازه دهید خورشید کارش را انجام دهد؛ از چندین دقیقه تا شاید حدود شش ساعت و بیشتر (اگر بدون غوطهورسازی قطعه در آب مقطر باشد)- بسته به اندازه چاپ، باید کار درست را انجام دهد. بخاطر داشته باشید که ماشینهای پخت (حتی ماشینهای دستساز DIY) برای اینکار، تنها چند دقیقه از زمان شما را میگیرند! در حالت خورشیدی، نتیجه باید یک روکش مات را بجای براق نشان دهد. حتما قبل از این کار مطمئن شوید که ترکیب شیمیایی رزین به نور خورشید مقاومت کافی دارد تا قطعه شما آسیب نبیند.
پرینت را در ظرف تمیز حاوی آب شیرین غرق کنید. ظرف را به مدت 15 دقیقه در زیر نور خورشید قرار دهید. اگر هنوز پرینت بخوبی پرداخت نشده بود یا هنوز چسبنده بود، آن را چند دقیقه بیشتر زیر آفتاب قرار دهید.
هدف از این مرحله خشک و محکم کردن سطح بیرونی قطعه پرینت رزینی است. در حین انجام چاپ، اکسیژن هوا به لایههای بیرونی رزین نفوذ کرده و از پرداخت کامل آن جلوگیری میکند. از آنجا که آب مانع نفوذ اکسیژن می شود، غرق کردن پرینت در آب برای مهار اکسیژن و دفع اکسیژن موجود در پرینت ضروری است. این کار باعث می شود که پرداخت در زیر نور UV لامپ یا خورشید سریعتر هم انجام گیرد. فرآیند پولیش خورشیدی، بدون قرار دادن قطعه در آب زمان بسیار طولانیتری نیاز دارد. عموما این فرآیند بخوبی کار پرداخت سطوح را انجام میدهد (توجه: ساختار داخلی قطعه هم به آرامی و به مرور زمان تحت تاثیر نور UV پرداخت میشود).



سلام خسته نباشید
میخواستم بیشتر در مورد تنظیمات چیتوباکس بدونم
هرچقدر ما سعی میکنیم بدونه خط اضافه روی طرح درباد نمیشه و باعث بد فورم بودنش میشه لطفا اگه در موردش دلیلشو میدونید بگین
دهها دلیل میتواند داشته باشد – شاید رزین مصرفی نامناسب هست – شاید مدل مشکل دارد و بهتر است یک فایل دیگر تست کنید – شاید دستگاه درست تنظیم نیست – شاید پیکربندی نرم افزاری با هندسه فایل سازگار نیست
پیشنهاد میشود یک نرم افزار اسلایسر رزینی دیگر تست کنید یا فایل فوق را به خدمات چاپ سه بعدی رزینی ماهری بدهید تا او هم تست چاپ کند