پرینتر سه بعدی Multi Jet Fusion چگونه کار می کند؟
فناوری Multi Jet Printing یا MJP نوعی فرآیند شبیه پرینت جوهرافشان است که از تکنولوژی پیزو (فشار برقی) برای دپوزیت متریال های رزین پلاستیکی یا پودر پلیمر (قابل پرداخت یا موم ریخته گری) بصورت لایه به لایه استفاده می کند. از این فناوری میتوان برای تولید قطعات، الگوها و قالب ها با جزئیات بسیار زیاد استفاده کرد و کاربردهای فراوان دیگری نیز ایجاد می کند.
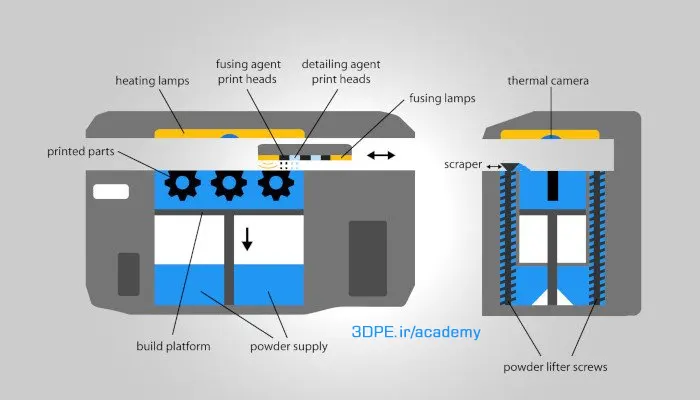
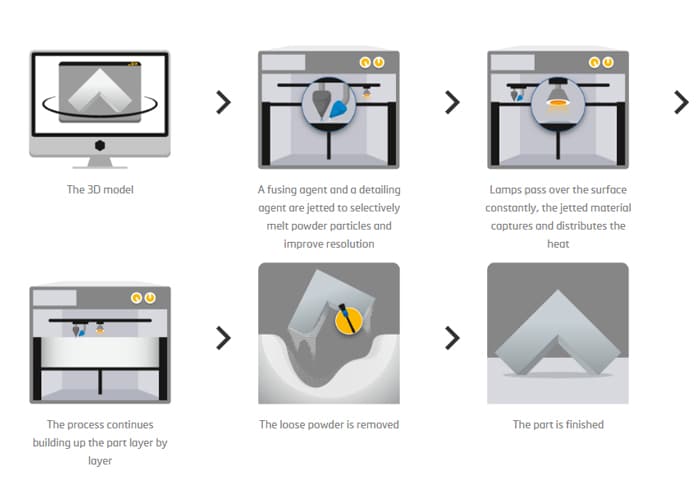
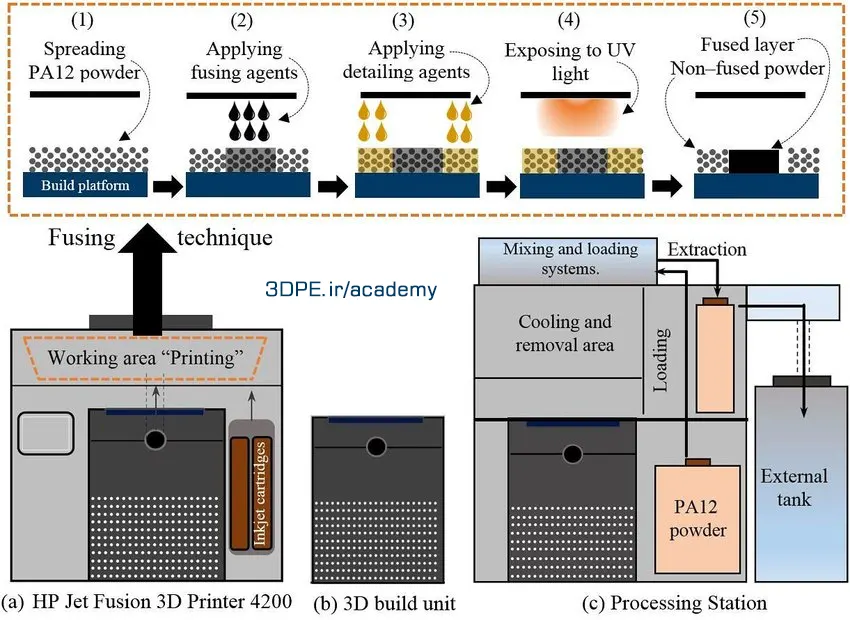
MJF از دو حامل عمود بر هم استفاده می کند که بطور همزمان برای پردازش قطعات کار می کنند – یکی لایه جدیدی از مواد را در سراسر منطقه ساخت اعمال می کند، درحالیکه دیگری عوامل کاربردی را چاپ می کند. در یک عبور پیوسته، حاملی که عوامل عملکردی را چاپ می کند، منبع انرژی مورد نیاز برای پخت مواد را نیز فراهم می کند. یک سیستم کنترل حرارتی حلقه بسته، دمای بستر مواد را اندازهگیری میکند و به منبع انرژی راهنمایی میکند که کدام مناطق به انرژی بیشتر یا کمتری نیاز دارند تا بتوانند بر همجوشی لایه به لایه کنترل داشته باشند. این سطح از کنترل چیزی است که به قطعات چاپ شده MJF اجازه میدهد تا از نظر مکانیکی بهینه (اسمبل شده یا متحرک)، با جزییات بسیار دقیق و قابل تکرار باشند.
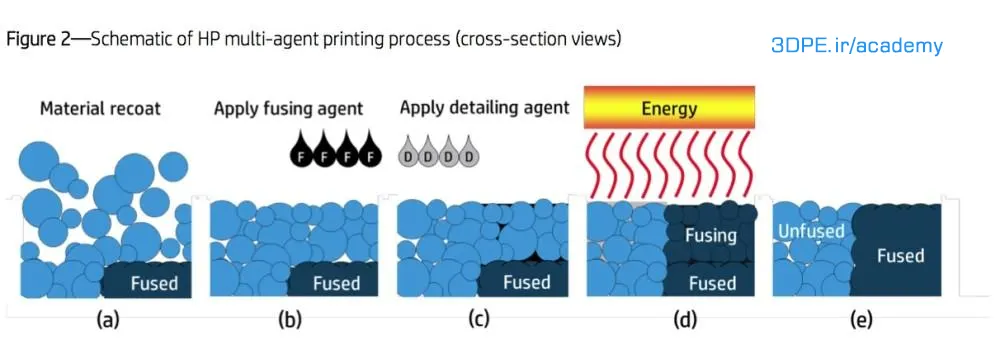
برخلاف Binder Jetting که یک بایندر منفرد را روی ماده پرتاب میکند، MJF دو عامل کاربردی را در سطح وکسل پرتاب میکند: یکی یک عامل همجوشی است که نشاندهنده محل زینتر شدن مواد است، و دیگری یک عامل جزئیات است که روی لبهها اعمال میشود. قطعه به منظور مهار تف جوشی. این ترکیب به سیستم اجازه می دهد تا اطمینان حاصل کند که قطعات به درستی ذوب شده اند. با لبه های صاف و مشخص.
مانند تمام فناوریهای سرامیک AM، MJF قطعات سبز رنگی تولید میکند که برای دستیابی به چگالی قطعه نهایی نیاز به تف جوشی دارند.
در کشورهای صنعتی تهیه و کار با پرینترهای سه بعدی رزولوشن بالا به صرفه است و استفاده از متریال جداگانه برای بافت نگهدارنده یا ساپورتها مرسوم است چون این بخش قابل ذوب یا قابل حل بوده و پرداخت نهایی را بسیار ساده می کند. یکی دیگر از مزایای منولتی جت فیوژن، انست که حذف کردن ساپورتها به صورت غیر دستی (اتوماتیک) انجام می شود و به همین دلیل ظریف ترین جزئیات و پیچیده ترین بخش های درونی قطعه کاملا سالم می مانند.
Multi Jet Fusion یک فناوری تولید افزودنی است که توسط HP توسعه یافته و در ماه مه 2016 رونمایی شد و باعث ایجاد هیجان در سراسر صنعت شد. MJF در خانواده فناوریهای Powder Bed Fusion (PBF) یا پرینت سه بعدی بستر پودری قرار دارد و جنبههایی از SLS و Material Jetting را به اشتراک میگذارد. HP ادعا میکند که MJF تا 10 برابر سریعتر از فناوریهای رقیب است و میتواند تا 12000 وُکسِل در هر اینچ خطی هر لایه چاپ کند. (وکسلها کوچکترین جزء شی سه بعدی هستند همانند پیکسلها که معرف کوچکترین جز عکس دو بعدی هستند).
برای اینکه چاپ سه بعدی از یک ابزار نمونه سازی به یک ابزار تولید صنعتی تبدیل شود، ماشین ها باید بتوانند دو کار را انجام دهند: تولید قطعات دقیق، با کیفیت/رزولوشن بالا با خواص مکانیکی و عملکردی بهینه. و به طور مداوم این کار را انجام دهید. دقیقاً در اینجاست که MJF مزایای خاصی را ارائه می دهد.











همانند تکنیک Stereolithography، فرآیندهای کیفیت بالای MultiJet از یک نور UV برای عبور از فتوپلیمر استفاده می کنند؛ با این حال، بجای این که یک لیزر لایه ها را بهبود ببخشد، سرنازل پرینتر، قطره های کوچکی از فتوپلیمر را پرتاب میکند (شبیه به جوهر در پرینترهای جوهرافشان) و به شکل لایه اول در می آورد. لامپ UV که به سر پرینتر متصل است از روی پلیمر رد می شود و شکل لایه را ثابت میکند. سپس بستر ساخت به اندازه ضخامت یک لایه پایین می رود و متریال بیشتری مستقیما روی لایه قبلی دپوزیت می شود. این فرآیند تا پایان ساخت قطعه تکرار می شود.
همانطور که قبلا گفتیم، پرینترهای سه بعدی Multi Jet توانایی تولید قطعاتی بسیار پیچیده با رزولوشن بالا و جزئیات دقیق را دارند. توانایی ترکیب دو یا سه متریال در غلظتها و ریز ساختارهای مشخص، به این تکنولوژی اجازه می دهد که طیف عظیمی از متریال با شفافیت، استحکام، مقاومت حرارتی و رنگ های متفاوت تولید کند. با استفاده از این فرآیند، یک قطعه به تنهایی می تواند شامل متریال هایی با مشخصات فیزیکی و مکانیکی متناقض باشد. مثلا یک قطعه می تواند همزمان انعطاف کش – مانند و سفتی ABS را داشته باشد.
فناوری همجوشی سرعت بالای پلیمر HSS چیست
فرآیند Multi Jet Printing برای تولید نمونه های مونتاژ شده و هندسه های پیچیده با جزئیات دقیق به وسیله موادی که خواص چندگانه دارند فوق العاده است.
تکنیک پرینت سه بعدی «مولتی جت» از ابداعات کمپانی HP می باشد که از سال 2016 تجاری گردید. اکنون شرکتهای دیگری مثل 3D Systems، مدلهای خود را به بازار عرضه کرده اند ولی HP در این زمینه پیشرو میباشد، آنچنانکه تحقیقات تکمیلی و فروش تجاری «مولتی جت تمام رنگی» نیز تقریبا تکمیل شده است. این کمپانی مطرح، فناوری اختصاصی ذوب فلز خود موسوم به Metal jet را نیز توسعه داده است.